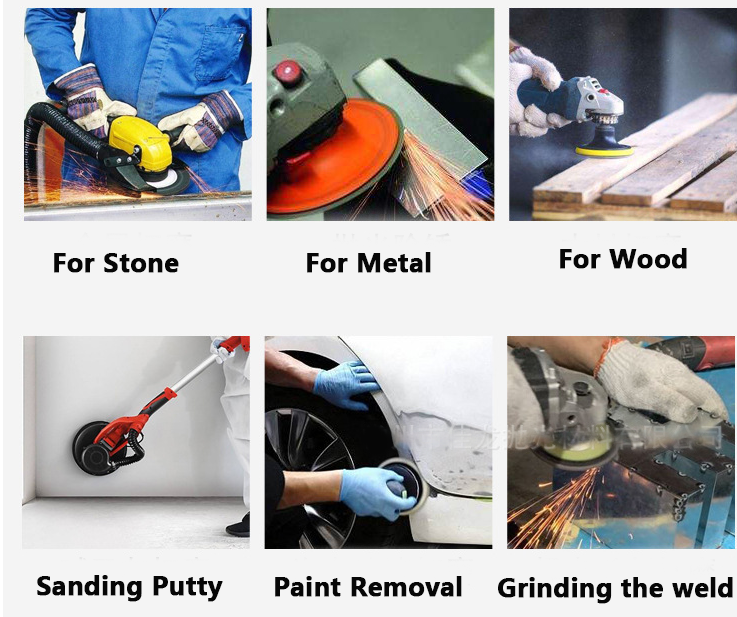
Đĩa mài (đĩa mài kín) còn được gọi là đĩa mài đàn hồi, được làm bằng nhựa hoặc lưới sợi phủ các tấm vải mài mòn, thích hợp cho máy mài góc. Thông thường, có các loại 36, 56, 72 và 80 cánh, và độ nhám thường nằm trong khoảng 40#-320#. Vật liệu bao gồm corundum nâu, corundum zirconium, cacbua silic, v.v. Nó có thể được sử dụng để loại bỏ rỉ sét, loại bỏ sơn, loại bỏ bavia và đánh bóng đường hàn trên nhiều bề mặt khác nhau của đồ nội thất, vật liệu kim loại và phi kim loại trong ngành đóng tàu, ô tô, hàng không, máy móc, thiết bị đo lường, cầu và xây dựng.
Đầu mài là thuật ngữ chung dùng để chỉ các dụng cụ mài có cán nhỏ, được sử dụng trong máy mài điện, máy mài treo và máy khoan cầm tay. Có nhiều loại, chủ yếu là: đầu mài gốm, đầu mài cao su, đầu mài kim cương, đầu mài vải mài mòn, v.v.
1) Đầu mài gốm: Cát dạng hạt (thường là corundum nâu, corundum trắng, corundum crom, cacbua silic) được nung kết bằng chất kết dính gốm, và phần trung tâm được bổ sung thêm tay cầm bằng kim loại. Nó chủ yếu được sử dụng để mài các loại kim loại khác nhau, mài thành trong của lỗ và hiệu chỉnh khuôn.
2) Đầu mài cao su: Cát mịn được tổng hợp bằng cách kết hợp với chất kết dính cao su để đánh bóng khuôn.
3) Đầu mài bằng vải nhám: gồm nhiều mảnh vải nhám hình chữ nhật, được dán xung quanh tay cầm bằng kim loại. Kích thước hạt thường là 60#-320#, được sử dụng để đánh bóng thành trong của lỗ.
Đĩa kim cươngDụng cụ mài dùng cho các vật liệu phi kim loại như đá và sứ, đặc biệt là dụng cụ mài có thân mài bằng hợp kim kim cương, bao gồm nhiều thân mài trên thân đế, và một số thân mài khác được bố trí cách nhau. Thân đế được cố định, và thân mài cũng được bố trí trong một khe hở trên bề mặt mài của đầu mài. Thân đế tốt nhất nên được làm bằng vật liệu liên kết có độ dẻo dai nhất định, và thân mài tốt nhất nên được làm bằng vật liệu hợp kim kim cương. Mô hình này có hiệu suất mài cao, chế tạo đơn giản và chi phí thấp, chất lượng mài cao, và phù hợp cho việc mài quy mô lớn. Bánh đánh bóng là một bánh phẳng được ép chặt, được tạo thành bằng cách ép nhiều mảnh bánh đánh bóng, và bề mặt ngoài của mỗi mảnh bánh đánh bóng được phủ đều một lớp dầu đánh bóng. Quá trình đánh bóng không cần dầu riêng.

Nó có cấu trúc đơn giản và dễ sử dụng. Được đánh bóng tốt. Độ cứng của đá đánh bóng được xác định bởi khoảng cách giữa các đường nối. Khoảng cách giữa các đường nối càng nhỏ, độ cứng của đá đánh bóng càng cao. Để làm cho đá đánh bóng mềm hơn, trong quá trình sản xuất cần chú ý giữ khoảng cách đủ giữa các đường nối và mép đá (cũng có thể không có đường nối). Đối với việc đánh bóng các chi tiết lớn, việc có đá đánh bóng với thiết bị làm mát bằng khí đặc biệt cũng rất hữu ích.
Thời gian đăng bài: 08/09/2022