Vi vet alle at blyantstift er veldig mykt og lett å knekke. Det finnes et materiale som også er laget av karbon, som blyantstift, men det er det hardeste materialet i verden, nemlig diamant.
På grunn av diamanters hardhet og knapphet har folk sett på dem som dyrebare edelstener siden antikken, og diamanten etter sliping og polering kalles diamant, som er en av de mest dyrebare edelstenene i verden.

Diamantens hardhet er svært høy. Den kan sette spor på nesten alle gjenstander. Diamant er skarp og ikke lett å varme opp. Derfor brukes den også i prosessproduksjon, for eksempel å legge diamant på ulike verktøysubstrater for å lage noen slipe- og skjæreverktøy. Denne produksjonsprosessen er galvanisert diamant.
Elektroplatert diamant
Elektroplettering av diamanter er basert på prinsippet om elektroplettering. Diamantsanden legges inn i arbeidsstykket med nikkel. En del av diamanten legges inn i underlaget, og den andre delen eksponeres på overflaten for å danne et fast og slitesterkt arbeidslag.
Formålet med elektroplettert diamant er å øke skjære- og slipeevnen ved å legge tette diamantpartikler på overflaten av metallarbeidsstykket. Ulike slipeverktøy produsert med elektroplettert diamantteknologi er mye brukt i maskiner, glass, byggematerialer og andre industrier.

Diamantdannelsen må foregå i et spesielt miljø, så diamantproduksjonen er relativt konsentrert og produksjonen relativt liten. Naturlig diamant kan ikke dekke etterspørselen, så den elektropletterte diamanten er laget av syntetiske diamantpartikler.
Utviklingshistorie for sliping
Mennesker har en lang historie med å bruke ulike slipeverktøy for å bearbeide gjenstander. I oldtiden brukte folk skarpe steiner, dyrebein, pinner og andre verktøy for å jakte og skjære mat, og dette er også det tidligste slipeverktøyet.
Det er nedtegnet at det under Yuan-dynastiet fantes et verktøy i Kina som brukte naturgummi til å lime skjellpulver på saueskinn for polering. Dette er det tidligste nedtegnede innlagte slipeverktøyet.
Siden oppdagelsen av forskjellige metaller som bronse, har mennesker begynt å bruke deres hardere og mer plastiske egenskaper til å bearbeide disse metallene til forskjellige verktøy og bruke dem i stor grad i ulike slipeprosesser. Siden den gang har mennesket gått inn i en ny æra med bruk av metallsliping.
I moderne tid, med den raske utviklingen av industriell produksjon, blir hardheten til de bearbeidede materialene stadig høyere, og vanlige metallslipeverktøy kan ikke lenger dekke behovene, så folk begynte å se etter materialer med høyere hardhet som slipemidler.

Så finnes det slipematerialer som naturlig korund, kunstig silisiumkarbid og kunstig diamant med høyere hardhet som er mye brukt nå. Etter sliping av disse materialene til fine partikler, brennes de eller legges inn på andre metallsubstrater for å danne en viss form på slipeverktøyet, for å utføre slipeprosessen.
Kjennetegn på elektroplettert diamant
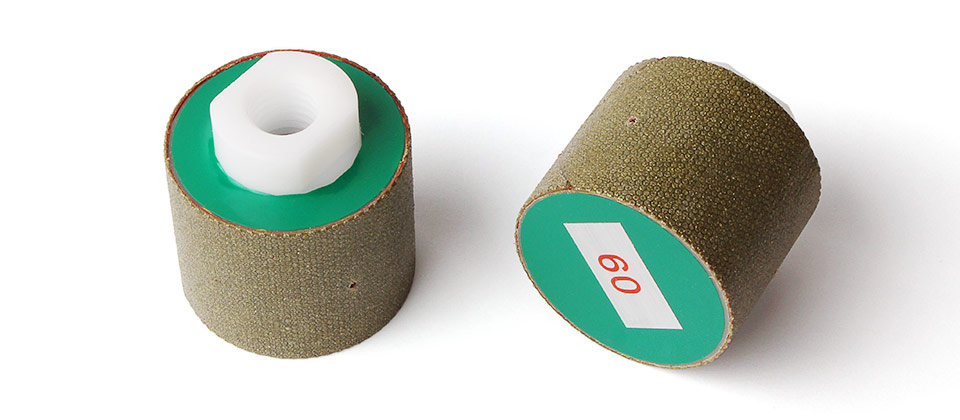
Produktene laget av elektroplettert diamant består av to deler: arbeidsstykke og diamantbelegg. Derfor kan denne elektropletterte diamantavsetningsprosessen produsere forskjellige slipeverktøy med uregelmessig struktur, liten og tynn størrelse og høy presisjon.
Elektroplaterte diamanter bruker vanligvis nikkel som binding mellom diamantpartiklene og substratet. 1/2 eller 2/3 av diamanten vil feste seg godt på arbeidsstykket, og belegget vil være veldig hardt. Dette vil gjøre den belagte diamanten svært slitesterk, og diamanten vil ikke falle av lett.
Fordi diamantens hardhet er svært høy og skarpheten til diamantpartiklene kan opprettholdes over lang tid, vil arbeidseffektiviteten til ulike slipeverktøy laget av elektroplettert diamant også være betydelig høyere og mer slitesterk.

I produksjonsprosessen av elektroplettert diamant benyttes lavtemperaturavsetning etter elektrifisering, slik at det ikke vil produsere høy temperatur og høyt trykk på diamanten, og det vil ikke ha noen innvirkning på selve diamanten, noe som også sikrer at diamantens kvalitet ikke reduseres, og det bidrar mer til å forbedre slipekvaliteten.
Prosessflyt for elektroplettering av diamanter
Diamantråmateriale
Velg tilsvarende antall diamantnett i henhold til den nødvendige presisjonen til det galvaniserte diamantverktøyet, og den syntetiske diamanten vil vise et polyeder med diamantvinkel under mikroskopet, og vise en gulgrønn farge.
For å sikre kvaliteten på den elektropletterte diamanten, vil en profesjonell magnetisk separator også bli brukt til å trekke ut forskjellige urenheter fra diamantpartiklene for å sikre diamantens renhet.
Avfetting
Bruk industrielt alkali for å fjerne olje, ha kaustisk soda i vann og kok det i 30 minutter, og vask det deretter med destillert vann 2–3 ganger for å fjerne oljeflekken på diamantoverflaten.
Det elektropletterte diamantarbeidsstykket må også avfettes. Vanligvis legges arbeidsstykket i en ultralydrenser med kaustisk soda, og vannet varmes opp for å smelte den kaustiske sodaen, og deretter utføres ultralydrengjøringen i 30 minutter.
Forbelegg
For at diamanten og substratet skal kunne kombineres godt, er det nødvendig å pakke det galvaniserte belegget inn på overflaten av arbeidsstykket før diamanten galvaniseres.
Elektrolytten varmes opp til 50 ℃, og arbeidsstykket plasseres i det energiserte platingbadet. Etter reaksjonen mellom metallnikkel og platingløsningen vil nikkelionet avsettes på overflaten av arbeidsstykket og danne et tynt platingslag.

elektroplate
For å legge inn diamantkorn på det galvaniserte laget av arbeidsstykket, finnes det vanligvis to metoder: sandinnstøpingsmetoden og sanddråpemetoden. Sanddråpemetoden kan bare fullføre sandingen på én overflate om gangen, så den er mer egnet for ensidig galvaniserte diamantprodukter. Sandinnstøpingsmetoden er å legge inn produkter som krever galvanisert diamant i diamantsanden, så den er mer egnet for sylindriske eller uregelmessige produkter.
Prinsippene deres er imidlertid de samme. Etter at elektropletteringsløsningen og arbeidsstykket er elektrifisert, vil diamantpartiklene bli stablet på det forhåndsbelagte arbeidsstykket. Under påvirkning av det elektriske feltet vil nikkelet dekomponere og frigjøre nikkelatomene, som vil bli avsatt på arbeidsstykket sammen med diamantpartiklene. Diamanten på overflaten vil gradvis bli pakket inn for å danne et diamantbelegg.
Vask og tørk
Etter galvanisering, vask produktet med rent vann, da det vil være igjen noe galvaniseringsvæske og diamantkorn mellom diamantkornene. Til slutt kan vannet på overflaten av produktet fordampes med varmluft, og et galvanisert diamantprodukt er ferdig.
Publisert: 03.02.2023