鉛筆の芯は非常に柔らかく、折れやすいことは誰もが知っています。鉛筆の芯と同じように炭素から作られている素材もありますが、それは世界で最も硬い素材であるダイヤモンドです。
ダイヤモンドはその硬さと希少性から、古来より貴重な宝石として崇められてきました。そして、カットや研磨を施したダイヤモンドは、世界で最も貴重な宝石の一つとして知られています。

ダイヤモンドは非常に硬度が高く、ほぼあらゆる物体に痕跡を残すことができます。また、ダイヤモンドは鋭利で熱くなりにくいため、様々な工具基材に埋め込んで研削工具や切削工具を作るなど、製造工程にも利用されています。この製造方法を電気めっきダイヤモンドといいます。
電気メッキダイヤモンド
電気めっきダイヤモンドは、電気めっきの原理に基づいています。ダイヤモンド砂をニッケルでワークピースに埋め込みます。ダイヤモンドの一部は基材に埋め込まれ、残りの部分は表面に露出して、強固で耐摩耗性に優れた加工層を形成します。
電気めっきダイヤモンドの目的は、金属加工物の表面に高密度のダイヤモンド粒子を埋め込むことで、切削・研削能力を向上させることです。電気めっきダイヤモンド技術を用いて製造された各種研削工具は、機械、ガラス、建材などの産業で幅広く使用されています。

ダイヤモンドの形成には特殊な環境が必要なため、ダイヤモンドの生産は比較的集中しており、生産量は比較的少ない。天然ダイヤモンドでは需要を満たせないため、合成ダイヤモンド粒子を用いて電気めっきダイヤモンドが作られる。
研削加工の発展の歴史
人類は古くから様々な研磨道具を使って物を加工してきた。古代の人々は、鋭利な石、動物の骨、棒などの道具を使って狩猟や食料の切断を行っていたが、これらも最も初期の研磨道具と言えるだろう。
元王朝時代には、天然ゴムを使って貝殻の粉末を羊皮に接着し、研磨する道具が中国に存在していたことが記録されている。これは、象嵌細工を用いた研磨道具として記録されている最古のものである。
青銅などの様々な金属が発見されて以来、人類はそれらの硬さと可塑性を利用して、様々な道具を加工し、研削加工に幅広く応用するようになった。こうして、人類は金属研削の新たな時代へと突入したのである。
現代では、工業生産の急速な発展に伴い、加工される材料の硬度がますます高くなっており、従来の金属研削工具ではもはやそのニーズを満たせなくなっているため、人々はより硬度の高い材料を研磨材として求めるようになった。

そのため、現在では天然コランダム、人工炭化ケイ素、人工ダイヤモンドなど、硬度の高い研削材が広く用いられている。これらの材料を微粒子に粉砕した後、焼成したり、他の金属基板に埋め込んだりして、特定の形状の研削工具を形成し、研削加工を行う。
電気めっきダイヤモンドの特性
電気めっきダイヤモンド製の製品は、ワークピースとダイヤモンドコーティングの2つの部分から構成されます。そのため、この電気めっきダイヤモンド蒸着プロセスを用いることで、不規則な構造、小型・薄型、高精度といった様々な特性を持つ研削工具を製造することが可能です。
電気めっきダイヤモンドは通常、ダイヤモンド粒子と基材を結合する材料としてニッケルを使用します。これにより、ダイヤモンド粒子の1/2または2/3がワークピースにしっかりと埋め込まれ、コーティングは非常に硬くなります。そのため、めっきダイヤモンドは非常に耐摩耗性に優れ、ダイヤモンドが容易に脱落することはありません。
ダイヤモンドは硬度が非常に高く、ダイヤモンド粒子の鋭さを長期間維持できるため、電気めっきダイヤモンドで作られた各種研削工具の作業効率は著しく向上し、耐摩耗性も高まります。

電気めっきダイヤモンドの製造工程では、通電後の低温析出プロセスを採用しているため、ダイヤモンドに高温高圧がかからず、ダイヤモンド自体にも影響を与えません。これにより、ダイヤモンドの品質が低下することなく、研削品質の向上にさらに貢献します。
ダイヤモンドの電気めっき工程フロー
ダイヤモンドの原石
電気めっきダイヤモンド工具の要求される精度に応じて、対応する数のダイヤモンドメッシュを選択すると、合成ダイヤモンドは顕微鏡下でダイヤモンド角を持つ多面体を示し、黄緑色を呈します。
電気めっきダイヤモンドの品質を確保するため、プロ仕様の磁気分離器を用いてダイヤモンド粒子から様々な不純物を除去し、ダイヤモンドの純度を保証します。
脱脂
工業用アルカリを使用して油分を除去します。苛性ソーダを水に入れて30分間煮沸し、その後蒸留水で2~3回洗浄して、ダイヤモンド表面の油汚れを取り除きます。
電気めっきされたダイヤモンド加工品も脱脂する必要があります。通常、加工品を苛性ソーダを入れた超音波洗浄器に入れ、水を加熱して苛性ソーダを溶かし、その後30分間超音波洗浄を行います。
プレーティング前処理
ダイヤモンドと基板をしっかりと結合させるためには、ダイヤモンドを電気めっきする前に、ワークピースの表面に電気めっきコーティングを施す必要がある。
電解液を50℃に加熱し、被加工物を通電しためっき浴に浸漬する。金属ニッケルとめっき液が反応した後、ニッケルイオンが被加工物の表面に析出し、薄いめっき層が形成される。

電気めっき
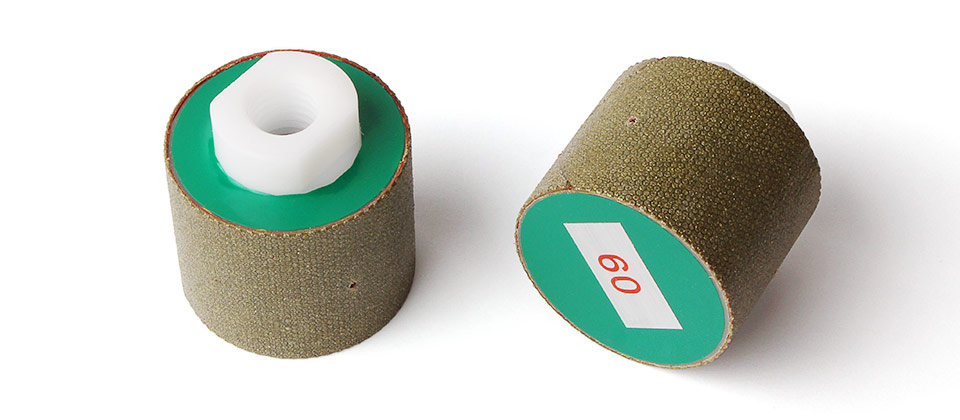
ワークピースの電気めっき層にダイヤモンド粒子を埋め込むには、通常、砂埋め込み法と砂滴法の2つの方法があります。砂滴法は一度に片面のみに砂を埋め込むことができるため、片面電気めっきダイヤモンド製品に適しています。砂埋め込み法は、電気めっきダイヤモンドを必要とする製品をダイヤモンド砂に埋め込む方法であるため、円筒形または不規則な形状の製品に適しています。
しかし、原理は同じです。電気めっき液と被めっき物を帯電させた後、ダイヤモンド粒子はめっき済みの被めっき物上に堆積します。電界の作用によりニッケルが分解してニッケル原子が放出され、ダイヤモンド粒子とともに被めっき物上に析出します。表面のダイヤモンドは徐々に被めっき物を覆い、ダイヤモンドコーティングを形成します。
洗って乾かす
電気めっき後、ダイヤモンド粒子間にめっき液とダイヤモンド粒子が残っているため、製品をきれいな水で洗浄してください。最後に、製品表面の水分を熱風で蒸発させれば、電気めっきダイヤモンド製品の完成です。
投稿日時:2023年2月3日