Մենք բոլորս գիտենք, որ մատիտի մետաղալարը շատ փափուկ է և հեշտ է կոտրվում: Կա նաև այնպիսի նյութ, որը պատրաստված է ածխածնից, ինչպիսին է մատիտի մետաղալարը, բայց դա աշխարհի ամենակարծր նյութն է՝ ադամանդը:
Ադամանդների կարծրության և սակավության պատճառով մարդիկ դրանք հին ժամանակներից ի վեր համարել են թանկարժեք քարեր, իսկ կտրելուց և հղկելուց հետո ադամանդը կոչվում է ադամանդ, որը աշխարհի ամենաթանկարժեք թանկարժեք քարերից մեկն է։

Ադամանդի կարծրությունը շատ բարձր է։ Այն կարող է հետքեր թողնել գրեթե բոլոր առարկաների վրա։ Ադամանդը սուր է և հեշտ չէ տաքացնել։ Հետևաբար, այն նաև օգտագործվում է արտադրության գործընթացներում, օրինակ՝ ադամանդի ներդրման մեջ տարբեր գործիքների հիմքերի վրա՝ որոշ հղկող և կտրող գործիքներ պատրաստելու համար։ Այս արտադրական գործընթացը ադամանդի էլեկտրոլիզացումն է։
Էլեկտրական ծածկույթով ադամանդ
Ադամանդի էլեկտրոլիզացումը հիմնված է էլեկտրոլիզացման սկզբունքի վրա։ Ադամանդի ավազը նիկելով ներդրվում է աշխատանքային մասի վրա։ Ադամանդի մի մասը ներդրվում է հիմքի վրա, իսկ մյուս մասը բացվում է մակերեսին՝ ձևավորելով ամուր և մաշվածությանը դիմացկուն աշխատանքային շերտ։
Էլեկտրական ծածկույթով ադամանդի նպատակն է բարձրացնել կտրման և հղկման ունակությունը՝ մետաղական աշխատանքային մասի մակերեսին խիտ ադամանդի մասնիկներ ներկառուցելով: Էլեկտրական ծածկույթով ադամանդի տեխնոլոգիայով արտադրված տարբեր հղկման գործիքներ լայնորեն կիրառվում են մեքենաշինության, ապակու, շինանյութերի և այլ արդյունաբերություններում:

Ալմաստի ձևավորումը պետք է տեղի ունենա հատուկ միջավայրում, ուստի ադամանդի արտադրությունը համեմատաբար կենտրոնացված է, իսկ արտադրանքը՝ համեմատաբար փոքր։ Բնական ադամանդը չի կարող բավարարել պահանջարկը, ուստի էլեկտրոլիտիկ ծածկույթով ադամանդը պատրաստվում է սինթետիկ ադամանդի մասնիկներից։
Մանրացման զարգացման պատմությունը
Մարդիկ երկար պատմություն ունեն առարկաներ մշակելու համար տարբեր հղկող գործիքներ օգտագործելու մեջ: Հին ժամանակներում հին մարդիկ որսորդության և սնունդ կտրելու համար օգտագործում էին սուր քարեր, կենդանիների ոսկորներ, փայտեր և այլ գործիքներ, որը նաև ամենավաղ հղկող գործիքն է:
Գրանցված է, որ Յուան դինաստիայի ժամանակներում Չինաստանում կար մի գործիք, որն օգտագործում էր բնական կաուչուկ՝ խեցու փոշին ոչխարի մորթու վրա սոսնձելու և հղկելու համար: Սա ամենավաղ գրանցված ներդրված հղկող գործիքն է:
Տարբեր մետաղների, օրինակ՝ բրոնզի հայտնաբերումից ի վեր, մարդիկ սկսել են օգտագործել դրանց ավելի կարծր և ավելի պլաստիկ հատկությունները՝ այդ մետաղները տարբեր գործիքների վերածելու և դրանք լայնորեն կիրառելու համար տարբեր հղկման գործընթացներում: Այդ ժամանակվանից ի վեր մարդիկ մտել են մետաղի հղկման նոր դարաշրջան:
Ժամանակակից ժամանակներում, արդյունաբերական արտադրության արագ զարգացման հետ մեկտեղ, մշակվող նյութերի կարծրությունն ավելի ու ավելի է բարձրանում, և սովորական մետաղական հղկող գործիքները այլևս չեն կարող բավարարել դրա կարիքները, ուստի մարդիկ սկսեցին որպես հղկող նյութեր փնտրել ավելի բարձր կարծրություն ունեցող նյութեր։

Այսպիսով, կան հղկող նյութեր, ինչպիսիք են բնական կորունդը, արհեստական սիլիցիումի կարբիդը և արհեստական ադամանդը՝ ավելի բարձր կարծրությամբ, որոնք այժմ լայնորեն օգտագործվում են: Այս նյութերը մանր մասնիկների հղկելուց հետո դրանք թրծվում կամ ներդրվում են այլ մետաղական հիմքերի վրա՝ հղկող գործիքների որոշակի ձև ստանալու համար, որպեսզի իրականացվի հղկման մշակում:
Էլեկտրական ծածկույթով ադամանդի բնութագրերը
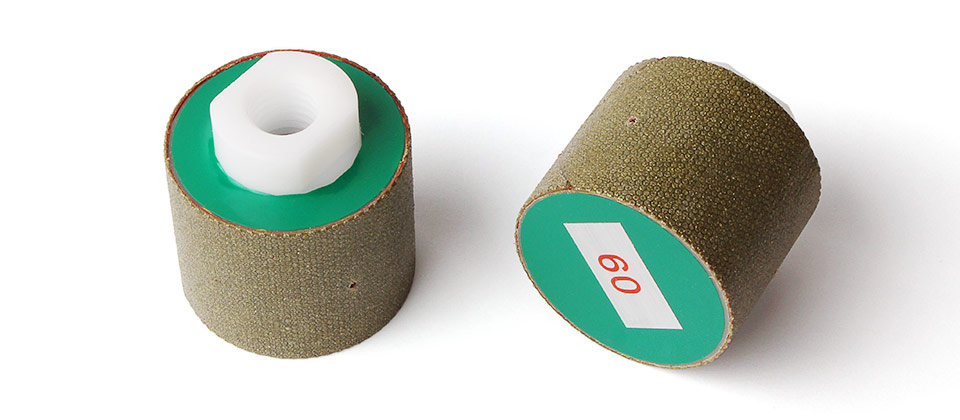
Էլեկտրական ծածկույթով ադամանդից պատրաստված արտադրանքը բաղկացած է երկու մասից՝ մշակվող մաս և ադամանդե ծածկույթ։ Հետևաբար, այս էլեկտրոլիզացված ադամանդի նստեցման գործընթացը կարող է արտադրել անկանոն կառուցվածքով, փոքր և բարակ չափսերով և բարձր ճշգրտությամբ տարբեր հղկող գործիքներ։
Էլեկտրական ծածկույթով ադամանդը սովորաբար օգտագործում է նիկել որպես կապող օղակ ադամանդի մասնիկների և հիմքի միջև։ Այն ամուր կներդնի ադամանդի 1/2 կամ 2/3-ը աշխատանքային մասի վրա, և ծածկույթը շատ կարծր կլինի։ Սա ծածկույթով ադամանդը կդարձնի շատ մաշվածությանը դիմացկուն, և ադամանդը հեշտությամբ չի ընկնի։
Քանի որ ադամանդի կարծրությունը շատ բարձր է, և ադամանդի մասնիկների սրությունը կարող է պահպանվել երկար ժամանակ, էլեկտրոլիզացված ադամանդից պատրաստված տարբեր հղկող գործիքների աշխատանքային արդյունավետությունը նույնպես զգալիորեն բարձր կլինի և ավելի մաշվածության նկատմամբ դիմացկուն կլինի։

Էլեկտրալիզացված ադամանդի արտադրության գործընթացում ընդունվում է էլեկտրաֆիկացումից հետո ցածր ջերմաստիճանի նստեցման գործընթացը, ուստի այն չի առաջացնի բարձր ջերմաստիճան և բարձր ճնշում ադամանդի վրա և որևէ ազդեցություն չի ունենա ադամանդի վրա, ինչը նաև ապահովում է, որ ադամանդի որակը չի նվազի և ավելի նպաստավոր է հղկման որակի բարելավման համար:
Ադամանդի էլեկտրոլիզացման գործընթացի հոսքը
Ադամանդի հումք
Ընտրեք ադամանդե ցանցի համապատասխան քանակը՝ համաձայն էլեկտրոլատացված ադամանդե գործիքի պահանջվող ճշգրտության, և սինթետիկ ադամանդը մանրադիտակի տակ կցուցադրի բազմանիստ՝ ադամանդե անկյունով, և կցուցադրի դեղին-կանաչ գույն։
Էլեկտրալոգրաֆիկացված ադամանդի որակն ապահովելու համար կօգտագործվի նաև պրոֆեսիոնալ մագնիսական բաժանիչ՝ ադամանդի մասնիկներից տարբեր խառնուրդներ արդյունահանելու և ադամանդի մաքրությունն ապահովելու համար։
Ճարպազերծում
Արդյունաբերական ալկալիներ օգտագործեք յուղը հեռացնելու համար, կաուստիկ սոդան ավելացրեք ջրի մեջ և եռացրեք 30 րոպե, այնուհետև 2-3 անգամ լվացեք այն թորած ջրով՝ ադամանդի մակերեսից յուղի հետքը հեռացնելու համար։
Էլեկտրալյումինապատված ադամանդե կտորը նույնպես պետք է ճարպազերծվի: Սովորաբար, կտորը տեղադրվում է կաուստիկ սոդայով ուլտրաձայնային մաքրող սարքի մեջ, ջուրը տաքացվում է կաուստիկ սոդան հալեցնելու համար, որից հետո ուլտրաձայնային մաքրումը կատարվում է 30 րոպե:
Նախնական ծածկույթ
Որպեսզի ադամանդը և հիմքը կարողանան ամուր միացվել, անհրաժեշտ է ադամանդը էլեկտրոլիզացնելուց առաջ էլեկտրոլիզացված ծածկույթը փաթաթել աշխատանքային մասի մակերեսին։
Էլեկտրոլիտը տաքացվում է մինչև 50 ℃, և պատրաստի կտորը տեղադրվում է լիցքավորված ծածկույթապատման լոգարանի մեջ։ Մետաղական նիկելի և ծածկույթապատման լուծույթի փոխազդեցությունից հետո նիկելի իոնը նստում է պատրաստի կտորի մակերեսին՝ առաջացնելով բարակ ծածկույթապատման շերտ։

էլեկտրոլիզացիա
Աշխատանքային մասի էլեկտրոլիզացված շերտի վրա ադամանդի հատիկներ տեղադրելու համար սովորաբար կան երկու մեթոդ՝ ավազով տեղադրելու մեթոդ և ավազի կաթիլային մեթոդ։ Ավազի կաթիլային մեթոդը կարող է ավազը մշակել միայն մեկ մակերեսի վրա, ուստի այն ավելի հարմար է միակողմանի էլեկտրոլիզացված ադամանդե արտադրանքի համար։ Ավազի տեղադրման մեթոդը էլեկտրոլիզացված ադամանդ պահանջող արտադրանքը տեղադրելն է ադամանդե ավազի մեջ, ուստի այն ավելի հարմար է գլանաձև կամ անկանոն արտադրանքի համար։
Սակայն դրանց սկզբունքները նույնն են։ Էլեկտրական ծածկույթի լուծույթի և աշխատանքային մասի էլեկտրաֆիկացումից հետո ադամանդի մասնիկները կդասավորվեն նախապես ծածկույթով աշխատանքային մասի վրա։ Էլեկտրական դաշտի ազդեցության տակ նիկելը կքայքայվի և կազատի նիկելի ատոմներ, որոնք կտեղադրվեն աշխատանքային մասի վրա ադամանդի մասնիկների հետ միասին։ Մակերեսին գտնվող ադամանդը աստիճանաբար կփաթաթվի՝ առաջացնելով ադամանդի ծածկույթ։
Լվացեք և չորացրեք
Գլանապատումից հետո լվացեք արտադրանքը մաքուր ջրով, քանի որ ադամանդի ավազի միջև կմնա որոշ քանակությամբ գալվանական հեղուկ և ադամանդի փոշի։ Վերջապես, արտադրանքի մակերեսին գտնվող ջուրը կարող է գոլորշիանալ տաք օդով, և էլեկտրոլիզացված ադամանդե արտադրանքն ավարտված է։
Հրապարակման ժամանակը. Փետրվար-03-2023