Barchamizga ma'lumki, qalam po'sti juda yumshoq va sindirish oson. Qalam po'sti kabi ugleroddan yasalgan material ham bor, ammo u dunyodagi eng qattiq material, ya'ni olmosdir.
Olmoslarning qattiqligi va tanqisligi tufayli odamlar qadim zamonlardan beri ularni qimmatbaho toshlar deb bilishgan va kesish va abrazivlashdan keyin olmos olmos deb ataladi, bu dunyodagi eng qimmatbaho toshlardan biridir.

Olmosning qattiqligi juda yuqori. U deyarli barcha narsalarga iz qoldirishi mumkin. Olmos o'tkir va uni qizdirish oson emas. Shuning uchun u shuningdek, turli xil asboblar substratlariga olmosni joylashtirish va ba'zi silliqlash va kesish asboblarini tayyorlash kabi jarayonlarda ham qo'llaniladi. Ushbu ishlab chiqarish jarayoni elektrokaplama olmosdir.
Elektroplatlangan olmos
Olmosni elektrokaplama qilish elektrokaplama tamoyiliga asoslangan. Olmos qumi ish qismiga nikel bilan singdirilgan. Olmosning bir qismi substratga singdiriladi, ikkinchi qismi esa sirtga ochiq holda qo'yilib, mustahkam va aşınmaya bardoshli ishchi qatlam hosil qiladi.
Elektrokaplangan olmosning maqsadi metall ish qismining yuzasiga zich olmos zarralarini joylashtirish orqali kesish va maydalash qobiliyatini oshirishdir. Elektrokaplangan olmos texnologiyasi asosida ishlab chiqarilgan turli xil maydalash asboblari mashinasozlik, shisha, qurilish materiallari va boshqa sohalarda keng qo'llaniladi.

Olmosning shakllanishi maxsus muhitda shakllanishi kerak, shuning uchun olmos ishlab chiqarish nisbatan konsentratsiyalangan va ishlab chiqarish nisbatan kichik. Tabiiy olmos talabni qondira olmaydi, shuning uchun elektrokaplama olmos sintetik olmos zarralaridan tayyorlanadi.
Silliqlashning rivojlanish tarixi
Insonlar buyumlarni qayta ishlash uchun turli xil silliqlash asboblaridan foydalanishning uzoq tarixiga ega. Qadimgi davrlarda qadimgi odamlar o'tkir toshlar, hayvon suyaklari, tayoqlar va boshqa asboblardan foydalanib, oziq-ovqat ovlash va kesishgan, bu ham eng qadimgi silliqlash asbobidir.
Yuan sulolasida Xitoyda tabiiy kauchukdan foydalanib, qo'y terisiga chig'anoq kukuni yopishtiruvchi asbob bo'lganligi qayd etilgan. Bu eng qadimgi qayd etilgan inkrustatsiyalangan abraziv asbobdir.
Bronza kabi turli metallar kashf etilganidan beri, insoniyat ularning qattiqroq va plastikroq xususiyatlaridan foydalanib, bu metallarni turli xil asboblarga aylantira boshladi va ularni turli silliqlash jarayonlarida keng qo'llay boshladi. O'shandan beri insoniyat metall silliqlashdan foydalanishning yangi davriga kirdi.
Zamonaviy davrda, sanoat ishlab chiqarishining jadal rivojlanishi bilan, qayta ishlangan materiallarning qattiqligi tobora ortib bormoqda va oddiy metall silliqlash asboblari endi uning ehtiyojlarini qondira olmaydi, shuning uchun odamlar abraziv sifatida yuqori qattiqlikka ega materiallarni izlay boshladilar.

Shunday qilib, hozirda keng qo'llaniladigan tabiiy korund, sun'iy kremniy karbidi va yuqori qattiqlikka ega sun'iy olmos kabi silliqlash materiallari mavjud. Ushbu materiallar mayda zarrachalarga maydalangandan so'ng, ular maydalash asboblarining ma'lum bir shaklini hosil qilish uchun boshqa metall substratlarga o'rnatiladi yoki o'rnatiladi, shunda silliqlash jarayoni amalga oshiriladi.
Elektroplatlangan olmosning xususiyatlari
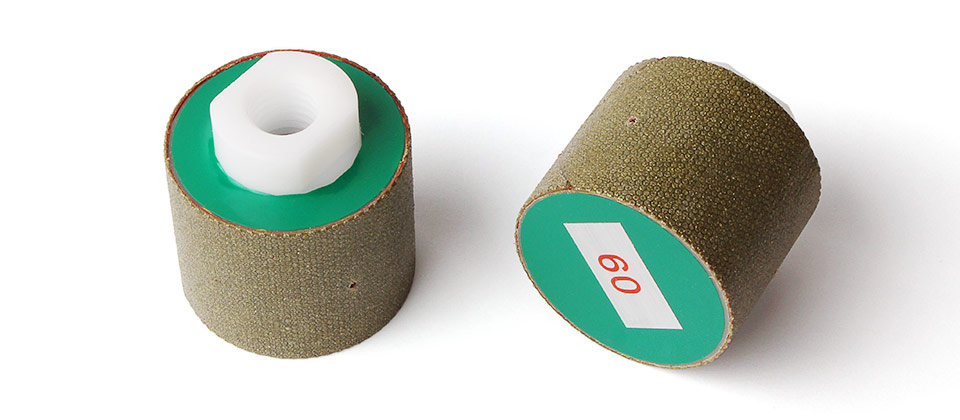
Elektrokaplangan olmosdan tayyorlangan mahsulotlar ikki qismdan iborat: ish qismi va olmos qoplamasi. Shuning uchun, bu elektrokaplangan olmosni cho'ktirish jarayoni tartibsiz tuzilishga, kichik va ingichka o'lchamga va yuqori aniqlikka ega turli xil silliqlash asboblarini ishlab chiqarishi mumkin.
Elektrokaplangan olmos odatda olmos zarralari va substrat orasidagi bog'lanish sifatida nikeldan foydalanadi. U olmosning 1/2 yoki 2/3 qismini ish qismiga mahkam joylashtiradi va qoplama juda qattiq bo'ladi. Bu qoplamalangan olmosni juda aşınmaya bardoshli qiladi va olmos osongina tushib ketmaydi.
Olmosning qattiqligi juda yuqori va olmos zarralarining o'tkirligi uzoq vaqt davomida saqlanib qolishi mumkinligi sababli, elektrokaplama olmosdan yasalgan turli xil silliqlash asboblarining ish samaradorligi ham sezilarli darajada yuqori va aşınmaya bardoshli bo'ladi.

Elektrokaplama qilingan olmosni ishlab chiqarish jarayonida elektrifikatsiyadan keyin past haroratli cho'ktirish jarayoni qo'llaniladi, shuning uchun u olmosga yuqori harorat va yuqori bosim hosil qilmaydi va olmosning o'ziga hech qanday ta'sir ko'rsatmaydi, bu esa olmosning sifati pasaymasligini ta'minlaydi va silliqlash sifatini yaxshilashga ko'proq yordam beradi.
Olmosni elektrokaplama jarayoni oqimi
Olmos xomashyosi
Elektrokaplangan olmos asbobining kerakli aniqligiga muvofiq mos keladigan olmos to'rini tanlang, shunda sintetik olmos mikroskop ostida olmos burchagi bo'lgan ko'p qirrali shaklni ko'rsatadi va sariq-yashil rangni ko'rsatadi.
Elektrokaplangan olmosning sifatini ta'minlash uchun olmosning sofligini ta'minlash uchun olmos zarralaridan turli xil aralashmalarni ajratib olish uchun professional magnit ajratgich ham qo'llaniladi.
Yog'sizlantirish
Yog'ni olib tashlash uchun sanoat ishqoridan foydalaning, suvga kaustik soda soling va 30 daqiqa qaynatib oling, so'ngra olmos yuzasidagi yog' dog'ini olib tashlash uchun distillangan suv bilan 2-3 marta yuving.
Elektrokaplama olmosli ish qismini ham yog'sizlantirish kerak. Odatda, ish qismi kaustik soda bilan ultratovush tozalagichga solinadi va suv kaustik soda eriguncha isitiladi, so'ngra ultratovushli tozalash 30 daqiqa davomida amalga oshiriladi.
Oldindan qoplama
Olmos va substratni mahkam birlashtirish uchun, olmosni elektrokaplamadan oldin ish qismining yuzasiga elektrokaplama qoplamasini o'rash kerak.
Elektrolit 50 ℃ gacha qizdiriladi va ish qismi energiya bilan qoplangan vannaga solinadi. Metall nikel va qoplama eritmasi reaksiyaga kirishgandan so'ng, nikel ioni ish qismining yuzasiga cho'kib, yupqa qoplama qatlamini hosil qiladi.

elektroplit
Olmos donalarini ish qismining elektrokaplama qatlamiga joylashtirish uchun odatda ikkita usul mavjud: qumni joylashtirish usuli va qumni tushirish usuli. Qumni tushirish usuli bir vaqtning o'zida faqat bitta sirtdagi qumni tugatishi mumkin, shuning uchun u bir tomonlama elektrokaplama olmos mahsulotlari uchun ko'proq mos keladi; Qumni joylashtirish usuli elektrokaplama olmosni talab qiladigan mahsulotlarni olmos qumiga joylashtirishdir, shuning uchun u silindrsimon yoki tartibsiz mahsulotlar uchun ko'proq mos keladi.
Biroq, ularning tamoyillari bir xil. Elektrokaplama eritmasi va ish qismi elektrlashtirilgandan so'ng, olmos zarralari oldindan qoplangan ish qismiga qo'yiladi. Elektr maydoni ta'sirida nikel parchalanadi va nikel atomlarini chiqaradi, ular ish qismiga olmos zarralari bilan birga cho'kadi. Sirtdagi olmos asta-sekin o'ralib, olmos qoplamasini hosil qiladi.
Yuving va quriting
Elektrokaplamadan so'ng, mahsulotni toza suv bilan yuving, chunki olmos qumi orasida elektrokaplama suyuqligi va olmos qumi qoladi; Nihoyat, mahsulot yuzasidagi suv issiq havo bilan bug'lanishi mumkin va elektrokaplama olmos mahsuloti tayyor bo'ladi.
Joylashtirilgan vaqt: 2023-yil 3-fevral