نعلم جميعًا أن سن قلم الرصاص لين جدًا وسهل الكسر. يوجد أيضًا مادة مصنوعة من الكربون تشبه سن قلم الرصاص، لكنها أصلب مادة في العالم، وهي الماس.
بسبب صلابة وندرة الماس، اعتبره الناس أحجارًا كريمة ثمينة منذ العصور القديمة، ويطلق على الماس بعد القطع والتلميع اسم الماس، وهو أحد أثمن الأحجار الكريمة في العالم.

يتميز الماس بصلابة عالية جدًا، مما يُمكّنه من ترك آثار على معظم الأجسام. كما أنه حاد ولا يسخن بسهولة، لذا يُستخدم في عمليات التصنيع، مثل ترصيعه على ركائز الأدوات المختلفة لصنع بعض أدوات التجليخ والقطع. تُعرف هذه العملية بالطلاء الكهربائي للماس.
الماس المطلي بالكهرباء
تعتمد عملية الطلاء الكهربائي بالماس على مبدأ الطلاء الكهربائي. حيث يتم غرس رمل الماس في قطعة العمل مع النيكل. يتم غرس جزء من الماس في الركيزة، بينما يبقى الجزء الآخر مكشوفًا على السطح لتشكيل طبقة عمل متينة ومقاومة للتآكل.
يهدف طلاء الماس بالكهرباء إلى تعزيز قدرات القطع والطحن من خلال دمج جزيئات الماس الكثيفة على سطح قطعة العمل المعدنية. وتُستخدم أدوات الطحن المختلفة المصنعة بتقنية طلاء الماس بالكهرباء على نطاق واسع في صناعات الآلات والزجاج ومواد البناء وغيرها.

يتطلب تكوين الماس بيئة خاصة، لذا فإن إنتاجه يتركز نسبياً ويكون حجمه محدوداً. ولأن الماس الطبيعي لا يفي بالطلب، يُصنع الماس المطلي كهربائياً من جزيئات الماس الصناعي.
تاريخ تطور الطحن
للبشر تاريخ طويل في استخدام أدوات الطحن المختلفة لمعالجة الأشياء. ففي العصور القديمة، استخدم الناس الأحجار الحادة وعظام الحيوانات والعصي وغيرها من الأدوات للصيد وتقطيع الطعام، وهي أيضاً أقدم أدوات الطحن.
تشير السجلات إلى أنه في عهد أسرة يوان، كانت هناك أداة في الصين تستخدم المطاط الطبيعي للصق مسحوق الصدف على جلد الغنم لتلميعه. وتُعد هذه أقدم أداة كاشطة مرصعة مسجلة.
منذ اكتشاف معادن مختلفة كالبرونز، بدأ الإنسان باستغلال خصائصها الصلبة والمرنة لتشكيلها في أدوات متنوعة، واستخدامها على نطاق واسع في عمليات الطحن المختلفة. ومنذ ذلك الحين، دخل الإنسان عصراً جديداً في استخدام طحن المعادن.
في العصر الحديث، ومع التطور السريع للإنتاج الصناعي، أصبحت صلابة المواد المعالجة أعلى فأعلى، ولم تعد أدوات طحن المعادن العادية قادرة على تلبية احتياجاتها، لذلك بدأ الناس في البحث عن مواد ذات صلابة أعلى كمواد كاشطة.

لذا، توجد مواد طحن ذات صلابة عالية، مثل الكوروندوم الطبيعي وكربيد السيليكون الصناعي والماس الصناعي، والتي تُستخدم على نطاق واسع حاليًا. بعد طحن هذه المواد إلى جزيئات دقيقة، تُحرق أو تُدمج على ركائز معدنية أخرى لتشكيل أدوات طحن ذات شكل محدد، وذلك لإجراء عمليات الطحن.
خصائص الماس المطلي بالكهرباء
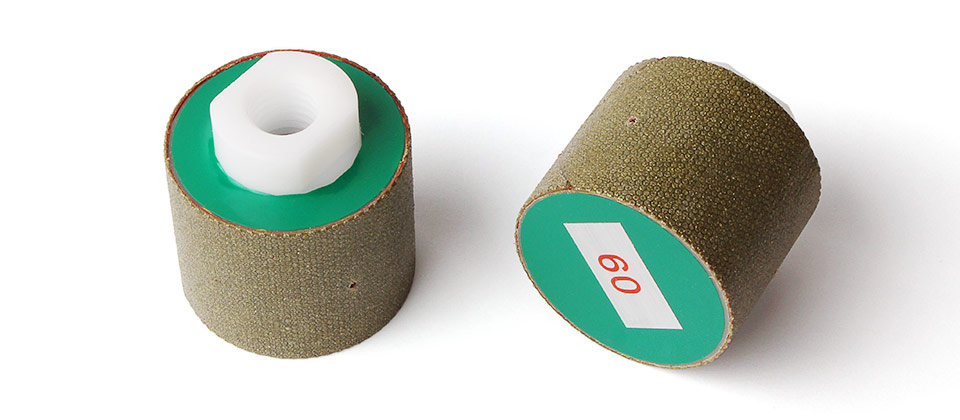
تتكون المنتجات المصنوعة من الماس المطلي كهربائياً من جزأين: قطعة العمل وطبقة الماس. ولذلك، تتيح عملية ترسيب الماس هذه إنتاج أدوات تجليخ متنوعة ذات بنية غير منتظمة، وأحجام صغيرة ورقيقة، ودقة عالية.
يستخدم طلاء الماس الكهربائي عادةً النيكل كمادة رابطة بين جزيئات الماس والركيزة. يعمل هذا الطلاء على تثبيت نصف أو ثلثي الماس بإحكام على قطعة العمل، مما يجعل الطبقة شديدة الصلابة. وهذا بدوره يجعل الماس المطلي مقاومًا للتآكل بشكل كبير، ويمنعه من التساقط بسهولة.
نظراً لأن صلابة الماس عالية جداً ويمكن الحفاظ على حدة جزيئات الماس لفترة طويلة، فإن كفاءة عمل أدوات الطحن المختلفة المصنوعة من الماس المطلي بالكهرباء ستكون أعلى بكثير وأكثر مقاومة للتآكل.

في عملية تصنيع الماس المطلي بالكهرباء، يتم اعتماد عملية الترسيب بدرجة حرارة منخفضة بعد التكهرب، لذلك لن ينتج عنها درجة حرارة عالية وضغط عالٍ على الماس، ولن يكون لها أي تأثير على الماس نفسه، مما يضمن أيضًا عدم انخفاض جودة الماس، وهو أمر أكثر ملاءمة لتحسين جودة الطحن.
مخطط عملية طلاء الماس بالكهرباء
المادة الخام للألماس
حدد العدد المناسب من شبكة الماس وفقًا للدقة المطلوبة لأداة الماس المطلية بالكهرباء، وسيظهر الماس الصناعي متعدد الأوجه بزاوية ماسية تحت المجهر، وسيظهر لونًا أصفر مخضر.
ولضمان جودة الماس المطلي بالكهرباء، سيتم أيضًا استخدام فاصل مغناطيسي احترافي لاستخراج الشوائب المختلفة من جزيئات الماس لضمان نقاء الماس.
إزالة الشحوم
استخدم القلويات الصناعية لإزالة الزيت، ضع الصودا الكاوية في الماء واغليها لمدة 30 دقيقة، ثم اغسلها بالماء المقطر 2-3 مرات لإزالة بقع الزيت على سطح الماس.
تحتاج قطعة العمل المطلية بالماس كهربائياً أيضاً إلى إزالة الشحوم. عادةً، توضع قطعة العمل في جهاز التنظيف بالموجات فوق الصوتية مع الصودا الكاوية، ويتم تسخين الماء لإذابة الصودا الكاوية، ثم يتم إجراء التنظيف بالموجات فوق الصوتية لمدة 30 دقيقة.
التحضير المسبق للطلاء
من أجل جعل الماس والركيزة يمكن دمجهما بإحكام، من الضروري تغليف الطلاء الكهربائي على سطح قطعة العمل قبل طلاء الماس كهربائياً.
يُسخّن المحلول الإلكتروليتي إلى 50 درجة مئوية، ثم توضع قطعة العمل في حمام الطلاء المُنشّط. بعد تفاعل معدن النيكل مع محلول الطلاء، تترسب أيونات النيكل على سطح قطعة العمل، مُشكّلةً طبقة طلاء رقيقة.

الطلاء الكهربائي
لدمج حبيبات الماس في الطبقة المطلية كهربائياً لقطعة العمل، توجد عادةً طريقتان: طريقة الدمج بالرمل وطريقة الدمج بالرمل. تقتصر طريقة الدمج بالرمل على تغطية سطح واحد فقط في كل مرة، لذا فهي أنسب للمنتجات المطلية بالماس من جانب واحد. أما طريقة الدمج بالرمل، فتعتمد على دمج المنتج المراد طلاؤه بالماس في رمل الماس، لذا فهي أنسب للمنتجات الأسطوانية أو غير المنتظمة.
ومع ذلك، فإن مبادئهما واحدة. فبعد شحن محلول الطلاء الكهربائي وقطعة العمل بالكهرباء، تتراكم جزيئات الماس على قطعة العمل المطلية مسبقًا. وتحت تأثير المجال الكهربائي، يتحلل النيكل ويطلق ذراته، التي تترسب على قطعة العمل مع جزيئات الماس. ويتراكم الماس على السطح تدريجيًا ليشكل طبقة ماسية.
اغسل وجفف
بعد عملية الطلاء الكهربائي، اغسل المنتج بالماء النظيف، لأنه سيبقى بعض سائل الطلاء الكهربائي وحبيبات الماس بين حبيبات الماس؛ وأخيرًا، يمكن تبخير الماء الموجود على سطح المنتج بواسطة الهواء الساخن، وبذلك يكون منتج الماس المطلي كهربائيًا قد اكتمل.
تاريخ النشر: 3 فبراير 2023