Vi vet alla att blyertspenna är väldigt mjuk och lätt att bryta sönder. Det finns ett material som också är gjort av kol, som blyertspenna, men det är det hårdaste materialet i världen, nämligen diamant.
På grund av diamanters hårdhet och knapphet har människor sedan antiken betraktat dem som ädelstenar, och diamanten efter slipning och polering kallas diamant, vilket är en av de mest värdefulla ädelstenarna i världen.

Diamantens hårdhet är mycket hög. Den kan lämna spår på nästan alla föremål. Diamant är vass och svår att värma upp. Därför används den också i processproduktion, till exempel för att bädda in diamant på olika verktygssubstrat för att tillverka vissa slip- och skärverktyg. Denna tillverkningsprocess är elektropläterad diamant.
Elektropläterad diamant
Elektroplätering av diamanter baseras på principen om elektroplätering. Diamantsanden bäddas in i arbetsstycket med nickel. En del av diamanten bäddas in i substratet och den andra delen exponeras på ytan för att bilda ett fast och slitstarkt arbetslager.
Syftet med elektropläterad diamant är att öka skär- och slipförmågan genom att bädda in täta diamantpartiklar på ytan av metallarbetsstycket. Olika slipverktyg tillverkade med elektropläterad diamantteknik används ofta inom maskiner, glas, byggmaterial och andra industrier.

Bildningen av diamanter måste ske i en speciell miljö, så produktionen av diamanter är relativt koncentrerad och uttaget relativt litet. Naturliga diamanter kan inte möta efterfrågan, så den elektropläterade diamanten tillverkas av syntetiska diamantpartiklar.
Utvecklingshistoria för slipning
Människor har en lång historia av att använda olika slipverktyg för att bearbeta föremål. I forntiden använde forntida människor vassa stenar, djurben, pinnar och andra verktyg för att jaga och skära mat, vilket också är det tidigaste slipverktyget.
Det finns dokumenterat att det under Yuandynastin fanns ett verktyg i Kina som använde naturgummi för att limma snäckskalspulver på fårskinn för polering. Detta är det tidigast dokumenterade inläggningsslipverktyget.
Sedan upptäckten av olika metaller som brons har människor börjat använda deras hårdare och mer plastiska egenskaper för att bearbeta dessa metaller till olika verktyg och tillämpa dem i stor utsträckning i olika slipprocesser. Sedan dess har människan gått in i en ny era av metallslipning.
I modern tid, med den snabba utvecklingen av industriproduktion, blir hårdheten hos de bearbetade materialen allt högre, och vanliga metallslipverktyg kan inte längre uppfylla dess behov, så folk började leta efter material med högre hårdhet som slipmedel.

Så det finns slipmaterial som naturlig korund, artificiell kiselkarbid och artificiell diamant med högre hårdhet som används i stor utsträckning nu. Efter malning av dessa material till fina partiklar bränns de eller bäddas in på andra metallsubstrat för att bilda en viss form av slipverktyg, för att utföra slipningsbearbetning.
Egenskaper hos elektropläterad diamant
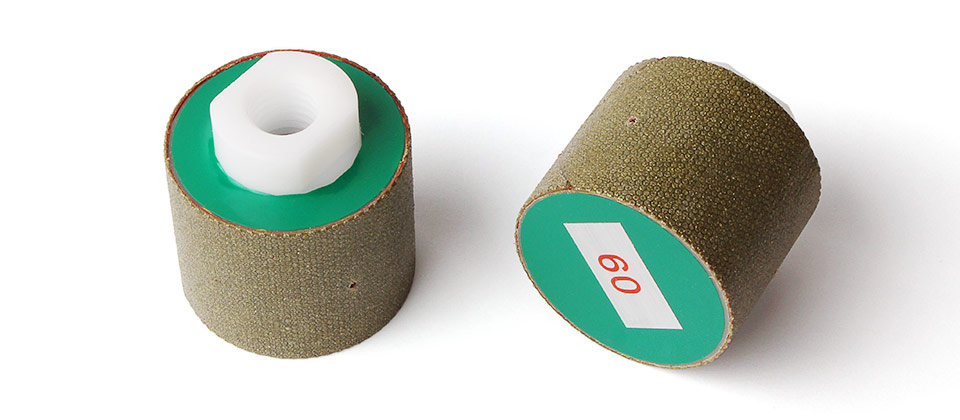
Produkter tillverkade av elektropläterad diamant består av två delar: arbetsstycke och diamantbeläggning. Därför kan denna elektropläterade diamantavsättningsprocess producera olika slipverktyg med oregelbunden struktur, liten och tunn storlek och hög precision.
Elektropläterad diamant använder vanligtvis nickel som bindemedel mellan diamantpartiklarna och substratet. 1/2 eller 2/3 av diamanten kommer att fästas ordentligt på arbetsstycket, och beläggningen blir mycket hård. Detta gör den pläterade diamanten mycket slitstark, och diamanten faller inte av lätt.
Eftersom diamantens hårdhet är mycket hög och diamantpartiklarnas skärpa kan bibehållas under lång tid, kommer arbetseffektiviteten hos olika slipverktyg tillverkade av elektropläterad diamant också att vara betydligt högre och mer slitstark.

Vid tillverkningsprocessen för elektropläterad diamant används lågtemperaturavsättning efter elektrifiering, så att det inte producerar hög temperatur och högt tryck på diamanten och inte heller påverkar själva diamanten. Detta säkerställer också att diamantens kvalitet inte försämras och bidrar mer till att förbättra slipningskvaliteten.
Flöde för elektroplätering av diamantprocess
Diamantråvara
Välj motsvarande antal diamantnät i enlighet med den erforderliga precisionen för det elektropläterade diamantverktyget, så kommer den syntetiska diamanten att visa en polyeder med diamantvinkel under mikroskopet och visa en gulgrön färg.
För att säkerställa kvaliteten på den elektropläterade diamanten används även en professionell magnetisk separator för att extrahera olika föroreningar från diamantpartiklarna för att säkerställa diamantens renhet.
Avfettning
Använd industriellt alkali för att ta bort olja, lägg kaustiksoda i vatten och koka det i 30 minuter, och skölj sedan med destillerat vatten 2-3 gånger för att ta bort oljefläcken på diamantytan.
Det elektropläterade diamantarbetsstycket behöver också avfettas. Vanligtvis placeras arbetsstycket i ultraljudsrengöraren med kaustiksoda, och vattnet värms upp för att smälta kaustiksodan, och sedan utförs ultraljudsrengöringen i 30 minuter.
Förplätering
För att diamanten och substratet ska kunna sammanfogas ordentligt är det nödvändigt att linda den elektropläterade beläggningen på arbetsstyckets yta innan diamanten elektropläteras.
Elektrolyten värms upp till 50 ℃ och arbetsstycket placeras i det energifyllda pläteringsbadet. Efter reaktionen mellan metallnickel och pläteringslösningen avsätts nickeljoner på arbetsstyckets yta och bildar ett tunt pläteringsskikt.

elektroplätering
För att bädda in diamantkorn på arbetsstyckets elektropläterade lager finns det vanligtvis två metoder: sandinbäddningsmetoden och sanddroppsmetoden. Sanddroppsmetoden kan bara ytbehandla sanden på en yta åt gången, så den är mer lämplig för enkelsidigt elektropläterade diamantprodukter. Sandinbäddningsmetoden är att bädda in de produkter som kräver elektropläterad diamant i diamantsanden, så den är mer lämplig för cylindriska eller oregelbundna produkter.
Principerna är dock desamma. Efter att elektropläteringslösningen och arbetsstycket har elektrifierats, staplas diamantpartiklarna på det förpläterade arbetsstycket. Under inverkan av det elektriska fältet sönderfaller nickeln och frigör nickelatomerna, som avsätts på arbetsstycket tillsammans med diamantpartiklarna. Diamanten på ytan lindas gradvis in och bildar en diamantbeläggning.
Tvätta och torka
Efter galvanisering, tvätta produkten med rent vatten, eftersom det kommer att finnas kvar galvaniseringsvätska och diamantkorn mellan diamantkornen. Slutligen kan vattnet på produktens yta avdunsta med varmluft, och en galvaniserad diamantprodukt är färdig.
Publiceringstid: 3 februari 2023