Hamımız bilirik ki, karandaş tel çox yumşaqdır və asanlıqla qırılır. Karandaş tel kimi karbondan hazırlanmış bir material da var, amma bu, dünyanın ən sərt materialı olan almazdır.
Almazların sərtliyi və qıtlığı səbəbindən insanlar qədim zamanlardan bəri onları qiymətli daşlar hesab edirdilər və kəsildikdən və cilalandıqdan sonra almaz dünyanın ən qiymətli daşlarından biri olan almaz adlanır.

Almazın sərtliyi çox yüksəkdir. Demək olar ki, bütün əşyalarda iz buraxa bilər. Almaz iti olur və qızdırılması asan deyil. Buna görə də, o, həmçinin istehsal prosesində, məsələn, almazın müxtəlif alət substratlarına yerləşdirilməsi və bəzi üyütmə və kəsmə alətləri hazırlanması kimi istifadə olunur. Bu istehsal prosesi elektrokaplamalı almazdır.
Elektroplatlanmış almaz
Almazın elektrokaplama prinsipi elektrokaplama prinsipinə əsaslanır. Almaz qumu iş parçasına nikel ilə basdırılır. Almazın bir hissəsi substrata basdırılacaq, digər hissəsi isə möhkəm və aşınmaya davamlı işçi təbəqə yaratmaq üçün səthə çıxarılacaq.
Elektroplatlanmış almazın məqsədi metal iş parçasının səthinə sıx almaz hissəciklərini yerləşdirməklə kəsmə və üyütmə qabiliyyətini artırmaqdır. Elektroplatlanmış almaz texnologiyası ilə istehsal olunan müxtəlif üyütmə alətləri maşınqayırma, şüşə, tikinti materialları və digər sənaye sahələrində geniş istifadə olunur.

Almazın əmələ gəlməsi xüsusi bir mühitdə əmələ gəlməlidir, buna görə də almaz istehsalı nisbətən cəmləşib və məhsuldarlığı nisbətən azdır. Təbii almaz tələbatı ödəyə bilmir, buna görə də elektrokaplamalı almaz sintetik almaz hissəciklərindən hazırlanır.
Taşlamanın inkişaf tarixi
İnsanlar əşyaları emal etmək üçün müxtəlif üyütmə alətlərindən istifadə etməkdə uzun bir tarixə malikdirlər. Qədim dövrlərdə qədim insanlar ovlamaq və yemək doğramaq üçün iti daşlardan, heyvan sümüklərindən, çubuqlardan və digər alətlərdən istifadə edirdilər ki, bu da ən erkən üyütmə alətidir.
Yuan sülaləsi dövründə Çində cilalama məqsədilə qoyun dərisinə qabıq tozunu yapışdırmaq üçün təbii rezin istifadə edən bir alətin olduğu qeydə alınıb. Bu, qeydə alınmış ən erkən mozaikalı aşındırıcı alətdir.
Bürünc kimi müxtəlif metalların kəşfindən bəri, insanlar bu metalları müxtəlif alətlərə çevirmək və müxtəlif üyütmə proseslərində geniş tətbiq etmək üçün onların daha sərt və daha plastik xüsusiyyətlərindən istifadə etməyə başlayıblar. O vaxtdan bəri insanlar metal üyütmənin yeni bir dövrünə qədəm qoyublar.
Müasir dövrdə, sənaye istehsalının sürətli inkişafı ilə emal olunan materialların sərtliyi getdikcə artır və adi metal üyütmə alətləri artıq onun ehtiyaclarını ödəyə bilmir, buna görə də insanlar aşındırıcı kimi daha yüksək sərtliyə malik materiallar axtarmağa başladılar.

Beləliklə, hazırda geniş istifadə olunan təbii korund, süni silikon karbid və daha yüksək sərtliyə malik süni almaz kimi üyüdücü materiallar mövcuddur. Bu materiallar incə hissəciklərə çevrildikdən sonra, üyüdücü emal aparmaq üçün müəyyən bir formalı üyüdücü alətlər yaratmaq üçün yandırılır və ya digər metal substratlara yerləşdirilir.
Elektroplatlanmış almazın xüsusiyyətləri
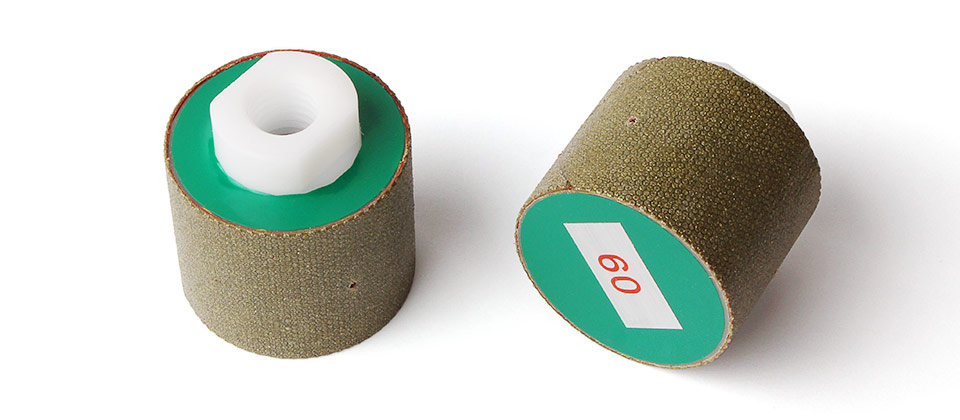
Elektroplatlanmış almazdan hazırlanan məhsullar iki hissədən ibarətdir: iş parçası və almaz örtük. Buna görə də, bu elektroplatlanmış almaz çökdürmə prosesi qeyri-müntəzəm quruluşa, kiçik və nazik ölçüyə və yüksək dəqiqliyə malik müxtəlif üyütmə alətləri istehsal edə bilər.
Elektrokaplamalı almaz adətən almaz hissəcikləri ilə substrat arasında əlaqə kimi nikeldən istifadə edir. Almazın 1/2 və ya 2/3 hissəsini iş parçasına möhkəm yerləşdirir və örtük çox sərt olur. Bu, kaplamalı almazı çox aşınmaya davamlı edir və almaz asanlıqla qopmur.
Almazın sərtliyi çox yüksək olduğundan və almaz hissəciklərinin itiliyi uzun müddət saxlanıla bildiyindən, elektrokaplamalı almazdan hazırlanmış müxtəlif üyütmə alətlərinin iş səmərəliliyi də xeyli yüksək və aşınmaya daha davamlı olacaqdır.

Elektrokaplamalı almazın istehsal prosesində, elektrikləşdirmədən sonra aşağı temperaturda çökmə prosesi tətbiq olunur, buna görə də almaz üzərində yüksək temperatur və yüksək təzyiq yaratmayacaq və almazın özünə heç bir təsir göstərməyəcək, bu da almazın keyfiyyətinin azalmamasını təmin edir və üyütmə keyfiyyətinin yaxşılaşdırılmasına daha çox kömək edir.
Elektrokaplama almaz prosesi axını
Almaz xammalı
Elektroplatlanmış almaz alətinin tələb olunan dəqiqliyinə uyğun olaraq müvafiq sayda almaz torunu seçin və sintetik almaz mikroskop altında almaz bucağı olan çoxüzlü bir forma göstərəcək və sarı-yaşıl rəng göstərəcək.
Elektroplatlanmış almazın keyfiyyətini təmin etmək üçün, almazın saflığını təmin etmək üçün almaz hissəciklərindən müxtəlif çirkləri çıxarmaq üçün peşəkar maqnit ayırıcı da istifadə ediləcək.
Yağsızlaşdırma
Yağı təmizləmək üçün sənaye qələvisindən istifadə edin, suya kostik soda əlavə edin və 30 dəqiqə qaynadın, sonra almaz səthindəki yağ ləkəsini təmizləmək üçün 2-3 dəfə distillə edilmiş su ilə yuyun.
Elektroplatlanmış almaz iş parçasının da yağdan təmizlənməsi lazımdır. Adətən, iş parçası kaustik soda ilə ultrasəs təmizləyicisinə qoyulur və su kaustik soda əridilməsi üçün qızdırılır və sonra ultrasəs təmizlənməsi 30 dəqiqə ərzində aparılır.
Əvvəlcədən örtükləmə
Almazın və substratın möhkəm bir şəkildə birləşdirilməsi üçün, almazı elektrokaplamadan əvvəl iş parçasının səthinə elektrokaplama örtüyü sarmaq lazımdır.
Elektrolit 50 ℃-yə qədər qızdırılır və iş parçası enerjili örtük vannasına qoyulur. Metal nikel və örtük məhlulunun reaksiyasından sonra nikel ionu iş parçasının səthində çökərək nazik örtük təbəqəsi əmələ gətirir.

elektroplit
İş parçasının elektrokaplama təbəqəsinə almaz dənəciklərini yerləşdirmək üçün adətən iki üsul mövcuddur: qum yerləşdirmə üsulu və qum damcı üsulu. Qum damcı üsulu qumu bir anda yalnız bir səthdə bitirə bilər, buna görə də tək tərəfli elektrokaplama almaz məhsulları üçün daha uyğundur; Qum yerləşdirmə üsulu elektrokaplama almaz tələb edən məhsulları almaz qumuna yerləşdirməkdir, buna görə də silindrik və ya nizamsız məhsullar üçün daha uyğundur.
Lakin onların prinsipləri eynidir. Elektrokaplama məhlulu və iş parçası elektrikləşdirildikdən sonra almaz hissəcikləri əvvəlcədən örtülmüş iş parçasının üzərinə yığılacaq. Elektrik sahəsinin təsiri altında nikel parçalanacaq və almaz hissəcikləri ilə birlikdə iş parçasının üzərinə çökəcək nikel atomlarını buraxacaq. Səthdəki almaz tədricən bükülərək almaz örtüyü əmələ gətirəcək.
Yuyun və qurulayın
Elektrokaplamadan sonra məhsulu təmiz su ilə yuyun, çünki almaz dənəsi arasında bir az elektrokaplama mayesi və almaz dənəsi qalacaq; Nəhayət, məhsulun səthindəki su isti hava ilə buxarlana bilər və elektrokaplamalı almaz məhsulu tamamlanır.
Yayımlanma vaxtı: 03 Fevral 2023