Við vitum öll að blýantsblý er mjög mjúkt og auðvelt að brjóta. Það er til efni sem er líka úr kolefni eins og blýantsblý, en það er harðasta efnið í heiminum, sem er demantur.
Vegna hörku og sjaldgæfni demanta hefur fólk frá örófi alda litið á þá sem dýrmæta gimsteina og demantur eftir slípun og pússun er kallaður demantur, sem er einn dýrmætasti gimsteinn í heimi.

Demantur hefur mjög mikla hörku. Hann getur skilið eftir sig spor á nánast öllum hlutum. Demantur er beittur og ekki auðvelt að hita hann. Þess vegna er hann einnig notaður í framleiðsluferlum, svo sem að fella demant inn í ýmis verkfæraundirlag til að búa til slípi- og skurðarverkfæri. Þessi framleiðsluaðferð er rafhúðaður demantur.
Rafmagnshúðaður demantur
Rafmagnshúðun demants byggist á meginreglunni um rafhúðun. Demantsandurinn er festur í vinnustykkið með nikkel. Annar hluti demantsins verður festur í undirlagið og hinn hlutinn verður settur á yfirborðið til að mynda sterkt og slitsterkt vinnulag.
Tilgangur rafhúðaðs demants er að auka skurð- og slípunargetu með því að fella þéttar demantagnir inn á yfirborð málmvinnslustykkisins. Ýmis slípitæki framleidd með rafhúðaðri demanttækni eru mikið notuð í vélum, gleri, byggingarefnum og öðrum atvinnugreinum.

Myndun demants þarf að eiga sér stað í sérstöku umhverfi, þannig að framleiðsla demants er tiltölulega einbeitt og framleiðslan tiltölulega lítil. Náttúrulegur demantur getur ekki fullnægt eftirspurninni, þannig að rafhúðaður demantur er gerður úr tilbúnum demantögnum.
Þróunarsaga mala
Menn hafa langa sögu um að nota ýmis kvörnunartæki til að vinna úr hlutum. Í fornöld notuðu fornmenn hvassa steina, dýrabein, prik og önnur verkfæri til að veiða og skera mat, sem er einnig elsta kvörnunartækið.
Það er skráð að á tímum Yuan-veldisins hafi verið til verkfæri í Kína sem notaði náttúrulegt gúmmí til að líma skeljaduft á sauðskinn til pússunar. Þetta er elsta skráða innfellda slípiverkfærið.
Frá því að ýmis málmar eins og brons voru uppgötvaðir hefur mannkynið byrjað að nota harðari og plastlegri eiginleika þeirra til að vinna úr þessum málmum í ýmis verkfæri og beita þeim víða í ýmsum slípunarferlum. Síðan þá hefur mannkynið gengið inn í nýja tíma í notkun málmslípunar.
Í nútímanum, með hraðri þróun iðnaðarframleiðslu, er hörku unninna efna að verða sífellt meiri og venjuleg málmslípunartæki geta ekki lengur uppfyllt þarfir þeirra, þannig að fólk fór að leita að efnum með meiri hörku sem slípiefni.

Þannig eru til slípiefni eins og náttúrulegt kórund, gervi kísillkarbíð og gervi demantar með meiri hörku sem eru mikið notuð nú. Eftir að þessi efni hafa verið maluð í fínar agnir eru þau brennd eða felld inn í önnur málmundirlag til að mynda ákveðna lögun slípiverkfæra, til að framkvæma slípunina.
Einkenni rafhúðaðs demants
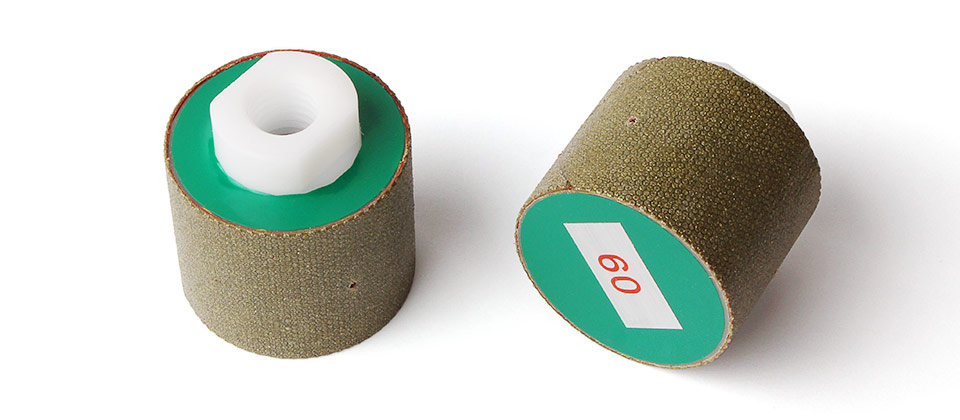
Vörur úr rafhúðuðum demöntum eru samsettar úr tveimur hlutum: vinnustykki og demantshúð. Þess vegna getur þessi rafhúðaða demantútfellingaraðferð framleitt ýmis slípitæki með óreglulegri uppbyggingu, litlum og þunnum stærð og mikilli nákvæmni.
Rafmagnshúðaður demantur notar venjulega nikkel sem tengiefni milli demantsagnanna og undirlagsins. Það mun festa 1/2 eða 2/3 af demantinum fast á vinnustykkið og húðunin verður mjög hörð. Þetta gerir húðaða demantinn mjög slitþolinn og demanturinn mun ekki detta auðveldlega af.
Vegna þess að hörku demants er mjög mikil og skerpa demantsagnanna getur viðhaldist í langan tíma, verður vinnuhagkvæmni ýmissa slípiverkfæra úr rafhúðuðum demöntum einnig verulega meiri og slitþolnari.

Í framleiðsluferli rafhúðaðs demants er lághitaútfellingarferlið eftir rafvæðingu notað, þannig að það mun ekki valda miklum hita og miklum þrýstingi á demantinum og mun ekki hafa nein áhrif á demantinn sjálfan, sem tryggir einnig að gæði demantsins muni ekki minnka og er betur stuðlað að því að bæta mala gæði.
Flæði rafhúðunar demantsferlis
Demantshráefni
Veldu samsvarandi fjölda demantsmöskva í samræmi við nákvæmni rafhúðaðs demantverkfærisins og tilbúni demanturinn mun sýna fjölflötung með demanthorni undir smásjá og sýna gulgrænan lit.
Til að tryggja gæði rafhúðaðs demants verður einnig notaður faglegur segulskiljari til að draga ýmis óhreinindi úr demantaggnunum til að tryggja hreinleika demantsins.
Fituhreinsun
Notið iðnaðarbasa til að fjarlægja olíu, setjið vítissóda í vatn og sjóðið það í 30 mínútur og skolið það síðan með eimuðu vatni 2-3 sinnum til að fjarlægja olíublettinn af yfirborði demantsins.
Rafmagnshúðaða demantsvinnustykkið þarf einnig að vera affitað. Venjulega er vinnustykkið sett í ómskoðunarhreinsiefni með vítissóda, vatnið er hitað til að bræða vítissódann og síðan er ómskoðunarhreinsun framkvæmd í 30 mínútur.
Forhúðun
Til þess að demanturinn og undirlagið geti verið vel sameinuð er nauðsynlegt að vefja rafhúðaða húðunina á yfirborð vinnustykkisins áður en demanturinn er rafhúðaður.
Rafvökvinn er hitaður upp í 50°C og vinnustykkið sett í orkufyllt málmblöndunarbað. Eftir að málmnikkel og málmblöndunarlausnin hafa brugðist saman sest nikkeljónin á yfirborð vinnustykkisins og myndar þunnt málmblöndunarlag.

rafhúðun
Til að fella demantkorn inn í rafhúðað lag vinnustykkisins eru venjulega tvær aðferðir: sandfellingaraðferð og sandfallsaðferð. Með sandfallsaðferðinni er aðeins hægt að klára sandinn á einni yfirborði í einu, þannig að hún hentar betur fyrir einhliða rafhúðaðar demantvörur; með sandfellingaraðferðinni er verið að fella vörur sem þurfa rafhúðaðan demant inn í demantsandinn, þannig að hún hentar betur fyrir sívalningslaga eða óreglulegar vörur.
Meginreglur þeirra eru þó þær sömu. Eftir að rafhúðunarlausnin og vinnustykkið eru rafvædd, munu demantagnar staflast ofan á forhúðaða vinnustykkið. Undir áhrifum rafsviðsins mun nikkelið brotna niður og losa nikkelatómin, sem munu setjast á vinnustykkið ásamt demantagnana. Demanturinn á yfirborðinu verður smám saman vafinn og myndar demantshúð.
Þvoið og þurrkið
Eftir rafhúðun skal þvo vöruna með hreinu vatni, því að það verður einhver rafhúðunarvökvi og demantsleifar eftir á milli demantsleifanna; Að lokum er hægt að gufa upp vatnið á yfirborði vörunnar með heitu lofti og rafhúðuð demantsvara er tilbúin.
Birtingartími: 3. febrúar 2023