ہم سب جانتے ہیں کہ پنسل کا سیسہ بہت نرم اور آسانی سے ٹوٹ جاتا ہے۔ ایک ایسا مواد ہے جو کاربن سے بھی پنسل لیڈ بنا ہوا ہے لیکن یہ دنیا کا مشکل ترین مواد ہے جو کہ ہیرا ہے۔
ہیروں کی سختی اور کمی کی وجہ سے لوگ انہیں زمانہ قدیم سے قیمتی جواہرات سمجھتے رہے ہیں اور کاٹنے اور پالش کرنے کے بعد بننے والے ہیرے کو ہیرا کہا جاتا ہے جو کہ دنیا کے قیمتی ترین جواہرات میں سے ایک ہے۔

ہیرے کی سختی بہت زیادہ ہے۔ یہ تقریباً تمام اشیاء پر نشانات کھینچ سکتا ہے۔ ہیرا تیز ہے اور گرم کرنا آسان نہیں ہے۔ اس لیے اس کا استعمال پراسیس پروڈکشن میں بھی ہوتا ہے، جیسے کہ مختلف ٹول سبسٹریٹس پر ہیرے کو ایمبیڈ کرنا اور کچھ پیسنے اور کاٹنے کے اوزار بنانے کے لیے۔ یہ مینوفیکچرنگ عمل الیکٹروپلیٹڈ ڈائمنڈ ہے۔
الیکٹروپلیٹڈ ہیرا
الیکٹروپلاٹنگ ڈائمنڈ الیکٹروپلاٹنگ کے اصول پر مبنی ہے۔ ہیرے کی ریت نکل کے ساتھ ورک پیس پر لگی ہوئی ہے۔ ہیرے کا ایک حصہ سبسٹریٹ پر سرایت کر جائے گا، اور دوسرا حصہ سطح پر ظاہر ہو جائے گا تاکہ ایک مضبوط اور لباس مزاحم کام کرنے والی تہہ بن سکے۔
الیکٹروپلیٹڈ ہیرے کا مقصد دھاتی ورک پیس کی سطح پر گھنے ہیرے کے ذرات کو سرایت کرکے کاٹنے اور پیسنے کی صلاحیت کو بڑھانا ہے۔ الیکٹروپلیٹڈ ڈائمنڈ ٹکنالوجی کے ذریعہ تیار کردہ مختلف پیسنے والے اوزار بڑے پیمانے پر مشینری، شیشے، تعمیراتی مواد اور دیگر صنعتوں میں استعمال ہوتے ہیں۔

ہیرے کی تشکیل کو ایک خاص ماحول میں تشکیل دینے کی ضرورت ہے، لہذا ہیرے کی پیداوار نسبتاً مرکوز ہے اور پیداوار نسبتاً کم ہے۔ قدرتی ہیرا مانگ کو پورا نہیں کر سکتا، اس لیے الیکٹروپلیٹڈ ہیرا مصنوعی ہیرے کے ذرات سے بنا ہے۔
پیسنے کی ترقی کی تاریخ
انسانوں کے پاس اشیاء کو پروسیس کرنے کے لیے مختلف پیسنے والے اوزار استعمال کرنے کی ایک طویل تاریخ ہے۔ قدیم زمانے میں، قدیم لوگ شکار کرنے اور کھانے کو کاٹنے کے لیے تیز دھار پتھر، جانوروں کی ہڈیاں، لاٹھی اور دیگر اوزار استعمال کرتے تھے، جو کہ پیسنے کا قدیم ترین آلہ بھی ہے۔
یہ ریکارڈ کیا گیا ہے کہ یوآن خاندان میں، چین میں ایک ایسا آلہ تھا جو چمکانے کے لیے بھیڑ کی کھال پر شیل پاؤڈر کو چپکنے کے لیے قدرتی ربڑ کا استعمال کرتا تھا۔ یہ سب سے قدیم ریکارڈ شدہ inlaid رگڑنے والا آلہ ہے۔
کانسی جیسی مختلف دھاتوں کی دریافت کے بعد سے، انسانوں نے ان دھاتوں کو مختلف اوزاروں میں پروسیس کرنے اور پیسنے کے مختلف عملوں میں بڑے پیمانے پر لاگو کرنے کے لیے اپنی سخت اور زیادہ پلاسٹک خصوصیات کا استعمال کرنا شروع کر دیا ہے۔ تب سے، انسان دھاتی پیسنے کے استعمال کے ایک نئے دور میں داخل ہو گیا ہے۔
جدید دور میں، صنعتی پیداوار کی تیز رفتار ترقی کے ساتھ، پروسیس شدہ مواد کی سختی زیادہ سے زیادہ ہوتی جا رہی ہے، اور عام دھاتی پیسنے والے اوزار اب اس کی ضروریات کو پورا نہیں کر سکتے، اس لیے لوگوں نے زیادہ سختی والے مواد کو کھرچنے والے مواد کی تلاش شروع کر دی۔

لہٰذا پیسنے والے مواد جیسے قدرتی کورنڈم، مصنوعی سلکان کاربائیڈ اور زیادہ سختی والے مصنوعی ہیرے ہیں جو اب بڑے پیمانے پر استعمال ہوتے ہیں۔ ان مواد کو باریک ذرات میں پیسنے کے بعد، انہیں پیسنے کے اوزار کی ایک خاص شکل بنانے کے لیے دیگر دھاتی ذیلی جگہوں پر فائر یا ایمبیڈ کیا جاتا ہے، تاکہ پیسنے کی پروسیسنگ کی جا سکے۔
الیکٹروپلیٹڈ ہیرے کی خصوصیات
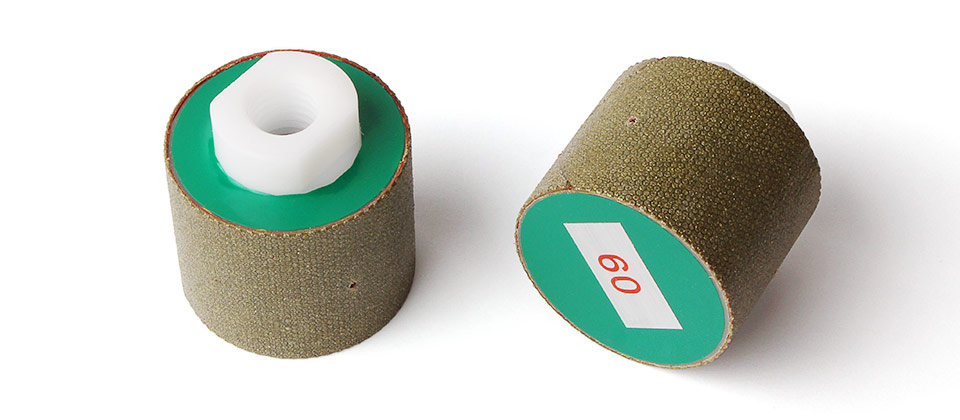
الیکٹروپلیٹڈ ہیرے سے بنی مصنوعات دو حصوں پر مشتمل ہوتی ہیں: ورک پیس اور ڈائمنڈ کوٹنگ۔ لہٰذا، یہ الیکٹروپلیٹڈ ہیرے کو جمع کرنے کا عمل بے ترتیب ساخت، چھوٹے اور پتلے سائز اور اعلیٰ درستگی کے ساتھ مختلف پیسنے والے اوزار تیار کر سکتا ہے۔
الیکٹروپلیٹڈ ہیرا عام طور پر نکل کو ہیرے کے ذرات اور سبسٹریٹ کے درمیان بانڈ کے طور پر استعمال کرتا ہے۔ یہ ورک پیس پر ہیرے کا 1/2 یا 2/3 مضبوطی سے سرایت کرے گا، اور کوٹنگ بہت سخت ہوگی۔ اس سے چڑھایا ہیرا بہت پہننے کے لیے مزاحم ہو جائے گا، اور ہیرا آسانی سے نہیں گرے گا۔
چونکہ ہیرے کی سختی بہت زیادہ ہے اور ہیرے کے ذرات کی نفاست کو طویل عرصے تک برقرار رکھا جا سکتا ہے، اس لیے الیکٹروپلیٹڈ ہیرے سے بنے مختلف پیسنے والے ٹولز کی کام کرنے کی کارکردگی بھی نمایاں طور پر زیادہ اور زیادہ پہننے کے لیے مزاحم ہوگی۔

الیکٹروپلیٹڈ ہیرے کی مینوفیکچرنگ کے عمل میں، الیکٹریفیکیشن کے بعد کم درجہ حرارت جمع کرنے کا عمل اپنایا جاتا ہے، اس لیے یہ ہیرے پر زیادہ درجہ حرارت اور زیادہ دباؤ پیدا نہیں کرے گا، اور ہیرے پر ہی اس کا کوئی اثر نہیں پڑے گا، جو اس بات کو بھی یقینی بناتا ہے کہ ہیرے کا معیار کم نہیں ہوگا، اور پیسنے کے معیار کو بہتر بنانے کے لیے زیادہ سازگار ہے۔
الیکٹروپلاٹنگ ہیرے کے عمل کا بہاؤ
ہیرے کا خام مال
الیکٹروپلیٹڈ ڈائمنڈ ٹول کی مطلوبہ درستگی کے مطابق ڈائمنڈ میش کی متعلقہ تعداد کو منتخب کریں، اور مصنوعی ہیرا مائکروسکوپ کے نیچے ہیرے کے زاویے کے ساتھ ایک پولی ہیڈرون دکھائے گا، اور پیلا سبز رنگ دکھائے گا۔
الیکٹروپلیٹڈ ہیرے کے معیار کو یقینی بنانے کے لیے، ہیرے کی پاکیزگی کو یقینی بنانے کے لیے ہیرے کے ذرات سے مختلف نجاست نکالنے کے لیے ایک پیشہ ور مقناطیسی جداکار بھی استعمال کیا جائے گا۔
Degreasing
تیل کو ہٹانے کے لیے صنعتی الکلی کا استعمال کریں، کاسٹک سوڈا کو پانی میں ڈالیں اور اسے 30 منٹ تک ابالیں، اور پھر ہیرے کی سطح پر تیل کے داغ کو دور کرنے کے لیے اسے 2-3 بار ڈسٹل پانی سے دھو لیں۔
الیکٹروپلیٹڈ ڈائمنڈ ورک پیس کو بھی کم کرنے کی ضرورت ہے۔ عام طور پر، ورک پیس کو کاسٹک سوڈا کے ساتھ الٹراسونک کلینر میں ڈالا جاتا ہے، اور کاسٹک سوڈا کو پگھلانے کے لیے پانی کو گرم کیا جاتا ہے، اور پھر الٹراسونک صفائی 30 منٹ تک کی جاتی ہے۔
پری چڑھانا
ہیرے کو بنانے کے لیے اور سبسٹریٹ کو مضبوطی سے ملایا جا سکتا ہے، ہیرے کو الیکٹروپلیٹ کرنے سے پہلے ورک پیس کی سطح پر الیکٹروپلیٹڈ کوٹنگ کو لپیٹنا ضروری ہے۔
الیکٹرولائٹ کو 50 ℃ تک گرم کیا جاتا ہے، اور ورک پیس کو توانائی بخش پلیٹنگ غسل میں ڈال دیا جاتا ہے۔ دھاتی نکل اور چڑھانا محلول کے رد عمل کے بعد، نکل آئن ورک پیس کی سطح پر جمع ہو جائے گا، جس سے ایک پتلی چڑھانا پرت بن جائے گی۔

الیکٹروپلیٹ
ورک پیس کی الیکٹروپلیٹڈ پرت پر ہیرے کے دانوں کو ایمبیڈ کرنے کے لیے، عام طور پر دو طریقے ہوتے ہیں: ریت ایمبیڈنگ کا طریقہ اور سینڈ ڈراپ کا طریقہ۔ ریت ڈراپ کا طریقہ ایک وقت میں صرف ایک سطح پر ریت کو ختم کر سکتا ہے، لہذا یہ واحد رخا الیکٹروپلیٹڈ ہیرے کی مصنوعات کے لیے زیادہ موزوں ہے۔ ریت کو سرایت کرنے کا طریقہ ہیرے کی ریت میں الیکٹروپلیٹڈ ہیرے کی ضرورت والی مصنوعات کو سرایت کرنا ہے، لہذا یہ بیلناکار یا فاسد مصنوعات کے لیے زیادہ موزوں ہے۔
تاہم ان کے اصول یکساں ہیں۔ الیکٹروپلاٹنگ سلوشن اور ورک پیس کو برقی بنانے کے بعد، ہیرے کے ذرات کو پہلے سے چڑھائے ہوئے ورک پیس پر سجا دیا جائے گا۔ برقی میدان کے عمل کے تحت، نکل گل جائے گا اور نکل کے ایٹموں کو چھوڑ دے گا، جو ہیرے کے ذرات کے ساتھ ورک پیس پر جمع ہوں گے۔ سطح پر موجود ہیرے کو آہستہ آہستہ لپیٹ کر ہیرے کی کوٹنگ بنائی جائے گی۔
دھو کر خشک کر لیں۔
الیکٹروپلاٹنگ کے بعد، پروڈکٹ کو صاف پانی سے دھو لیں، کیونکہ ہیرے کی گرٹ کے درمیان کچھ الیکٹروپلاٹنگ مائع اور ڈائمنڈ گرٹ رہ جائے گا۔ آخر میں، مصنوعات کی سطح پر پانی کو گرم ہوا کے ذریعے بخارات بنایا جا سکتا ہے، اور ایک الیکٹروپلیٹڈ ڈائمنڈ پروڈکٹ مکمل ہو جاتا ہے۔
پوسٹ ٹائم: فروری 03-2023