Me kaikki tiedämme, että lyijykynän lyijy on erittäin pehmeää ja helposti katkeavaa. On olemassa myös hiilestä valmistettu materiaali, kuten lyijykynän lyijy, mutta se on maailman kovin materiaali, timantti.
Timanttien kovuuden ja harvinaisuuden vuoksi ihmiset ovat pitäneet niitä arvokkaina jalokivinä muinaisista ajoista lähtien, ja hiomisen ja kiillotuksen jälkeen timanttia kutsutaan timanteiksi, joka on yksi maailman arvokkaimmista jalokivistä.

Timantin kovuus on erittäin korkea. Se voi tehdä jälkiä lähes kaikkiin esineisiin. Timantti on terävä eikä sitä ole helppo kuumentaa. Siksi sitä käytetään myös prosessituotannossa, kuten timantin upottamiseen erilaisiin työkalualustoihin joidenkin hioma- ja leikkaustyökalujen valmistamiseksi. Tämä valmistusprosessi on galvanoitu timantti.
Galvanoitu timantti
Timantin galvanointi perustuu galvanoinnin periaatteeseen. Timanttihiekka upotetaan työkappaleeseen nikkelillä. Toinen osa timantista upotetaan alustaan ja toinen osa paljastetaan pinnalle muodostaen lujan ja kulutusta kestävän työkerroksen.
Galvanoidun timantin tarkoituksena on parantaa leikkaus- ja hiontakykyä upottamalla tiheitä timanttihiukkasia metallin työkappaleen pintaan. Erilaisia galvanoidulla timanttitekniikalla valmistettuja hiomatyökaluja käytetään laajalti koneissa, lasissa, rakennusmateriaaleissa ja muilla teollisuudenaloilla.

Timantin muodostuminen vaatii erityistä ympäristöä, joten timantin tuotanto on suhteellisen keskittynyttä ja tuotantomäärä on suhteellisen pieni. Luonnon timantti ei pysty vastaamaan kysyntään, joten galvanoitu timantti valmistetaan synteettisistä timanttihiukkasista.
Hionnan kehityshistoria
Ihmisillä on pitkä historia erilaisten jauhatustyökalujen käytössä esineiden käsittelyyn. Muinaisina aikoina ihmiset käyttivät teräviä kiviä, eläinten luita, keppejä ja muita työkaluja metsästykseen ja ruoan leikkaamiseen, mikä on myös varhaisin jauhatustyökalu.
Yuan-dynastian aikana Kiinassa oli työkalu, jolla liimattiin luonnonkumia simpukankuorijauheen päälle kiillotusta varten. Tämä on varhaisin kirjattu upotekoristeinen hiomatyökalu.
Erilaisten metallien, kuten pronssin, löytämisen jälkeen ihmiset ovat alkaneet käyttää niiden kovempia ja plastisempia ominaisuuksia näiden metallien jalostukseen erilaisiksi työkaluiksi ja soveltaa niitä laajasti erilaisissa hiontaprosesseissa. Siitä lähtien ihmiset ovat siirtyneet uuteen aikakauteen metallin hionnassa.
Nykyaikana teollisen tuotannon nopean kehityksen myötä jalostettujen materiaalien kovuus kasvaa jatkuvasti, eivätkä tavalliset metallinhiontatyökalut enää pysty vastaamaan sen tarpeisiin, joten ihmiset alkoivat etsiä kovempia materiaaleja hioma-aineiksi.

Niinpä on olemassa nykyään laajalti käytettyjä hiomamateriaaleja, kuten luonnonkorundia, keinotekoista piikarbidia ja keinotekoista timanttia, joilla on korkeampi kovuus. Nämä materiaalit on jauhattu hienoiksi hiukkasiksi, minkä jälkeen ne poltetaan tai upotetaan muille metallialustoille tietyn muotoisten hiomatyökalujen muodostamiseksi hiontaprosessin suorittamiseksi.
Galvanoidun timantin ominaisuudet
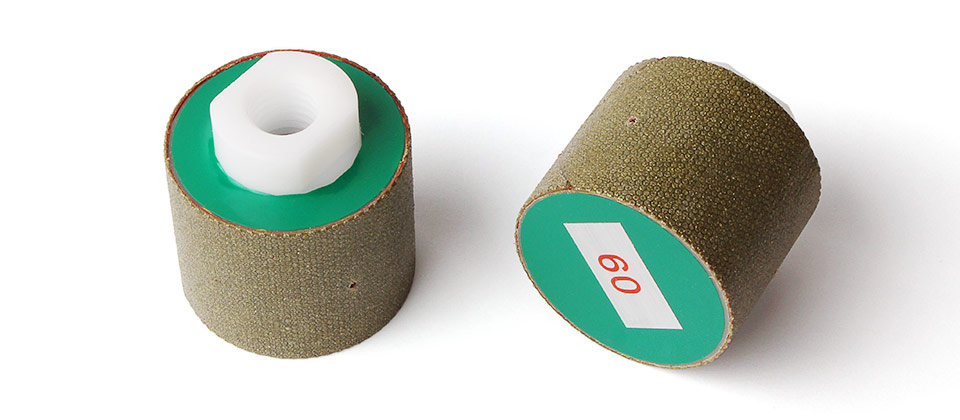
Galvanoidusta timantista valmistetut tuotteet koostuvat kahdesta osasta: työkappaleesta ja timanttipinnoitteesta. Siksi tällä galvanoidulla timanttipinnoiteprosessilla voidaan tuottaa erilaisia hiomatyökaluja, joilla on epäsäännöllinen rakenne, pieni ja ohut koko ja suuri tarkkuus.
Galvanoidussa timantissa käytetään yleensä nikkeliä sidoksena timanttihiukkasten ja alustan välillä. Se kiinnittää tiukasti 1/2 tai 2/3 timantista työkappaleeseen, ja pinnoite on erittäin kova. Tämä tekee galvanoidusta timantista erittäin kulutusta kestävän, eikä timantti irtoa helposti.
Koska timantin kovuus on erittäin korkea ja timanttihiukkasten terävyys säilyy pitkään, myös galvanoidusta timantista valmistettujen erilaisten hiomatyökalujen työtehokkuus on huomattavasti korkeampi ja kulutusta kestävämpi.

Galvanoidun timantin valmistusprosessissa käytetään sähköistämisen jälkeistä matalan lämpötilan laskeutumisprosessia, joten se ei aiheuta korkeaa lämpötilaa ja painetta timanttiin eikä sillä ole vaikutusta itse timanttiin, mikä myös varmistaa, että timantin laatu ei heikkene ja parantaa jauhatuslaatua.
Timantin galvanointiprosessin kulku
Timanttien raaka-aine
Valitse vastaava timanttiverkkojen lukumäärä galvanoidun timanttityökalun vaaditun tarkkuuden mukaan, ja synteettinen timantti näyttää mikroskoopilla timanttikulmaisen monihalkaisijan ja kellanvihreän värin.
Galvanoidun timantin laadun varmistamiseksi käytetään myös ammattimaista magneettierottelijaa erilaisten epäpuhtauksien erottamiseksi timanttihiukkasista timantin puhtauden varmistamiseksi.
Rasvanpoisto
Käytä teollisuusalkalia öljyn poistamiseen, laita lipeä veteen ja keitä sitä 30 minuuttia, ja pese sitten tislatulla vedellä 2-3 kertaa öljytahran poistamiseksi timantin pinnalta.
Galvanoitu timanttityökappale on myös rasvanpoiston tarpeessa. Yleensä työkappale laitetaan ultraäänipesuriin lipeän kanssa, vesi lämmitetään lipeän sulattamiseksi, minkä jälkeen ultraäänipuhdistus suoritetaan 30 minuuttia.
Esipinnoitus
Jotta timantti ja alusta voidaan yhdistää tiukasti, on galvanoitu pinnoite käärittävä työkappaleen pinnalle ennen timantin galvanointia.
Elektrolyytti kuumennetaan 50 ℃:een ja työkappale asetetaan jännitetettyyn pinnoituskylpyyn. Nikkelimetallin ja pinnoitusliuoksen reaktion jälkeen nikkeli-ioni kerrostuu työkappaleen pinnalle muodostaen ohuen pinnoituskerroksen.

hopeoida
Timanttijyvien upottamiseksi työkappaleen galvanoituun kerrokseen on yleensä kaksi menetelmää: hiekkaupotusmenetelmä ja hiekkapudotusmenetelmä. Hiekkapupotusmenetelmällä voidaan viimeistellä hiekan pinta vain yhdellä pinnalla kerrallaan, joten se soveltuu paremmin yksipuolisille galvanoiduille timanttituotteille. Hiekkapupotusmenetelmässä galvanoitua timanttia vaativat tuotteet upotetaan timanttihiekkaan, joten se soveltuu paremmin sylinterimäisille tai epäsäännöllisille tuotteille.
Periaatteet ovat kuitenkin samat. Kun galvanointiliuos ja työkappale on sähköistetty, timanttihiukkaset pinotaan esipinnoitetulle työkappaleelle. Sähkökentän vaikutuksesta nikkeli hajoaa ja vapauttaa nikkeliatomit, jotka kerrostuvat timanttihiukkasten kanssa työkappaleelle. Pinnalla oleva timantti kääritään vähitellen timanttipinnoitteen muodostamiseksi.
Pese ja kuivaa
Galvanoinnin jälkeen pese tuote puhtaalla vedellä, koska timanttihiukkasten väliin jää jonkin verran galvanointinestettä ja timanttihiukkasia. Lopuksi tuotteen pinnalla oleva vesi voidaan haihduttaa kuumalla ilmalla, ja galvanoitu timanttituote on valmis.
Julkaisun aika: 03.02.2023