همه ما میدانیم که مغز مداد بسیار نرم و به راحتی میشکند. چنین مادهای وجود دارد که از کربن به عنوان مغز مداد ساخته شده است، اما سختترین ماده در جهان، الماس است.
به دلیل سختی و کمیابی الماس، مردم از زمانهای قدیم آنها را به عنوان سنگهای قیمتی گرانبها میدانستند و الماس پس از برش و صیقل، برلیان نامیده میشود که یکی از گرانبهاترین سنگهای قیمتی جهان است.

سختی الماس بسیار بالاست. تقریباً روی همه اشیاء میتواند ردی از خود به جا بگذارد. الماس تیز است و به راحتی گرم نمیشود. بنابراین در فرآیندهای تولید نیز استفاده میشود، مانند جاسازی الماس روی زیرلایههای ابزار مختلف برای ساخت برخی ابزارهای سنگزنی و برش. این فرآیند تولید، الماس آبکاری شده است.
الماس آبکاری شده
آبکاری الماس بر اساس اصل آبکاری الکتریکی است. ماسه الماس با نیکل روی قطعه کار تعبیه میشود. یک قسمت از الماس روی زیرلایه تعبیه میشود و قسمت دیگر روی سطح قرار میگیرد تا یک لایه کاری محکم و مقاوم در برابر سایش تشکیل دهد.
هدف از الماس آبکاری شده، افزایش قابلیت برش و سنگزنی با جاسازی ذرات الماس متراکم روی سطح قطعه کار فلزی است. ابزارهای سنگزنی مختلف تولید شده با فناوری الماس آبکاری شده به طور گسترده در ماشینآلات، شیشه، مصالح ساختمانی و سایر صنایع مورد استفاده قرار میگیرند.

تشکیل الماس باید در یک محیط خاص انجام شود، بنابراین تولید الماس نسبتاً متمرکز و خروجی آن نسبتاً کم است. الماس طبیعی نمیتواند تقاضا را برآورده کند، بنابراین الماس آبکاری شده از ذرات الماس مصنوعی ساخته میشود.
تاریخچه توسعه سنگ زنی
انسانها سابقه طولانی در استفاده از ابزارهای مختلف سنگزنی برای پردازش اشیاء دارند. در دوران باستان، مردم باستان از سنگهای تیز، استخوانهای حیوانات، چوب و سایر ابزارها برای شکار و بریدن غذا استفاده میکردند که این نیز اولین ابزار سنگزنی است.
ثبت شده است که در سلسله یوان، ابزاری در چین وجود داشته که از لاستیک طبیعی برای چسباندن پودر پوسته به پوست گوسفند برای صیقل دادن استفاده میکرده است. این قدیمیترین ابزار ساینده منبتکاری شده ثبت شده است.
از زمان کشف فلزات مختلف مانند برنز، بشر شروع به استفاده از ویژگیهای سختتر و پلاستیکیتر آنها برای پردازش این فلزات در ابزارهای مختلف و به طور گسترده در فرآیندهای مختلف سنگزنی کرده است. از آن زمان، بشر وارد دوره جدیدی از استفاده از سنگزنی فلزات شده است.
در دوران مدرن، با توسعه سریع تولید صنعتی، سختی مواد فرآوری شده بیشتر و بیشتر میشود و ابزارهای سنگزنی فلزی معمولی دیگر نمیتوانند نیازهای آن را برآورده کنند، بنابراین مردم شروع به جستجوی موادی با سختی بالاتر به عنوان ساینده کردند.

بنابراین مواد سایندهای مانند کوراندوم طبیعی، کاربید سیلیکون مصنوعی و الماس مصنوعی با سختی بالاتر وجود دارند که اکنون به طور گسترده مورد استفاده قرار میگیرند. پس از آسیاب کردن این مواد به ذرات ریز، آنها را میپزند یا روی سایر زیرلایههای فلزی قرار میدهند تا شکل خاصی از ابزارهای ساینده را تشکیل دهند تا بتوانند فرآیند ساینده را انجام دهند.
ویژگیهای الماس آبکاری شده
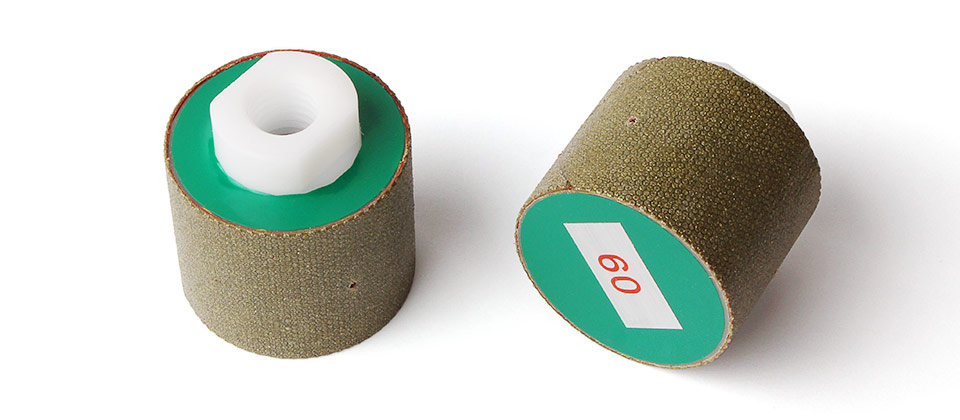
محصولات ساخته شده از الماس آبکاری شده از دو بخش تشکیل شدهاند: قطعه کار و پوشش الماس. بنابراین، این فرآیند رسوب الماس آبکاری شده میتواند ابزارهای سنگزنی مختلفی با ساختار نامنظم، اندازه کوچک و نازک و دقت بالا تولید کند.
الماس آبکاری شده معمولاً از نیکل به عنوان پیوند بین ذرات الماس و زیرلایه استفاده میکند. این فلز، 1/2 یا 2/3 الماس را محکم روی قطعه کار قرار میدهد و پوشش بسیار سختی ایجاد میکند. این امر باعث میشود الماس آبکاری شده بسیار مقاوم در برابر سایش باشد و الماس به راحتی جدا نشود.
از آنجا که سختی الماس بسیار بالاست و تیزی ذرات الماس را میتوان برای مدت طولانی حفظ کرد، راندمان کاری ابزارهای سنگزنی مختلف ساخته شده از الماس آبکاری شده نیز به طور قابل توجهی بالاتر و مقاومتر در برابر سایش خواهد بود.

در فرآیند تولید الماس آبکاری شده، فرآیند رسوبگذاری در دمای پایین پس از برقرسانی اتخاذ میشود، بنابراین دمای بالا و فشار زیادی روی الماس ایجاد نمیکند و هیچ تاثیری بر خود الماس نخواهد داشت، که این امر همچنین تضمین میکند که کیفیت الماس کاهش نمییابد و برای بهبود کیفیت سنگزنی مفیدتر است.
جریان فرآیند آبکاری الماس
مواد اولیه الماس
تعداد متناظر مش الماس را با توجه به دقت مورد نیاز ابزار الماس آبکاری شده انتخاب کنید و الماس مصنوعی زیر میکروسکوپ یک چندوجهی با زاویه الماس نشان میدهد و رنگ زرد-سبز را نشان میدهد.
برای اطمینان از کیفیت الماس آبکاری شده، از یک جداکننده مغناطیسی حرفهای نیز برای استخراج ناخالصیهای مختلف از ذرات الماس استفاده میشود تا خلوص الماس تضمین شود.
چربی زدایی
برای از بین بردن لکه روغن از قلیای صنعتی استفاده کنید، سود سوزآور را در آب بریزید و به مدت 30 دقیقه بجوشانید و سپس 2 تا 3 بار با آب مقطر بشویید تا لکه روغن از روی سطح الماس پاک شود.
قطعه کار الماس آبکاری شده نیز نیاز به چربی زدایی دارد. معمولاً قطعه کار را در دستگاه تمیزکننده اولتراسونیک حاوی سود سوزآور قرار میدهند و آب را گرم میکنند تا سود سوزآور ذوب شود و سپس تمیزکاری اولتراسونیک به مدت 30 دقیقه انجام میشود.
پیش آبکاری
برای اینکه الماس و زیرلایه بتوانند محکم با هم ترکیب شوند، لازم است قبل از آبکاری الماس، پوشش آبکاری شده روی سطح قطعه کار پیچیده شود.
الکترولیت تا دمای ۵۰ درجه سانتیگراد گرم میشود و قطعه کار در حمام آبکاری پرانرژی قرار میگیرد. پس از واکنش فلز نیکل و محلول آبکاری، یون نیکل روی سطح قطعه کار رسوب میکند و یک لایه نازک آبکاری تشکیل میدهد.

آبکاری الکتریکی
برای جاسازی دانههای الماس روی لایه آبکاری شده قطعه کار، معمولاً دو روش وجود دارد: روش جاسازی ماسه و روش قطره ماسه. روش قطره ماسه فقط میتواند ماسه را روی یک سطح در یک زمان تمام کند، بنابراین برای محصولات الماس آبکاری شده یک طرفه مناسبتر است. روش جاسازی ماسه برای جاسازی محصولاتی است که نیاز به الماس آبکاری شده در ماسه الماس دارند، بنابراین برای محصولات استوانهای یا نامنظم مناسبتر است.
با این حال، اصول آنها یکسان است. پس از اینکه محلول آبکاری و قطعه کار الکتریکی شدند، ذرات الماس روی قطعه کار از پیش آبکاری شده انباشته میشوند. تحت تأثیر میدان الکتریکی، نیکل تجزیه شده و اتمهای نیکل آزاد میشوند که به همراه ذرات الماس روی قطعه کار رسوب میکنند. الماس روی سطح به تدریج پیچیده میشود تا یک پوشش الماس تشکیل شود.
بشویید و خشک کنید
پس از آبکاری الکتریکی، محصول را با آب تمیز بشویید، زیرا مقداری مایع آبکاری الکتریکی و ذرات الماس بین ذرات الماس باقی میماند؛ در نهایت، آب روی سطح محصول میتواند توسط هوای گرم تبخیر شود و یک محصول الماس آبکاری شده کامل شود.
زمان ارسال: فوریه-03-2023