Էլեկտրալյումինապատ ադամանդե գործիքների տեսակները
Էլեկտրական ծածկույթով փայլեցնող բարձիկներհղկող գործիքներից մեկն է։ Այն օգտագործում է որոշակի կապող նյութ՝ հղկող նյութերը միմյանց կպցնելու համար։ Այն սովորաբար տեղադրվում է հղկող մեքենաների, հղկող մեքենաների կամ հատուկ տեղադրման գործիքների վրա և այլն։ Այն լայնորեն կիրառվում է օպտիկական ոսպնյակների, պրիզմաների, ժամացույցի ապակու, շափյուղայի ապակու մեջ։ Տարբեր աշխատանքային մասերի մշակման միջոցով կարելի է հասնել հղկման, հղկման և փայլեցման ազդեցությանը. օգտագործման համաձայն՝ այն հիմնականում բաժանվում է հղկող գործիքների հետևյալ տեսակների՝
1. Հղկում. Հիմնականում տեղադրվում է հղկող մեքենայի հղկող գլխիկի վրա, մշակումը կատարվում է ներքին գլանաձև հղկման և արտաքին գլանաձև հղկման միջոցով: Հղկումը կարելի է բաժանել կոպիտ հղկման և նուրբ հղկման մշակման ընթացքում:
2. Հղկում. Սովորաբար օգտագործվում է աշխատանքային մասի կոպիտ հատվածը հղկելու կամ աշխատանքային մասի մակերեսը ցածր ճշգրտությամբ մշակելու համար: Հղկման էֆեկտին հասնելու համար օգտագործեք հղկող մեքենա, էլեկտրական, պնևմատիկ և այլ գործիքներ՝ բարձր արագությամբ աշխատելու համար:
3. Հղկում. այն հատուկ օգտագործվում է այնպիսի մշակման համար, որը պահանջում է ավելի բարձր մակերեսային մշակում (կոպտություն), և դա առանձին մշակում պահանջող գործընթաց է:
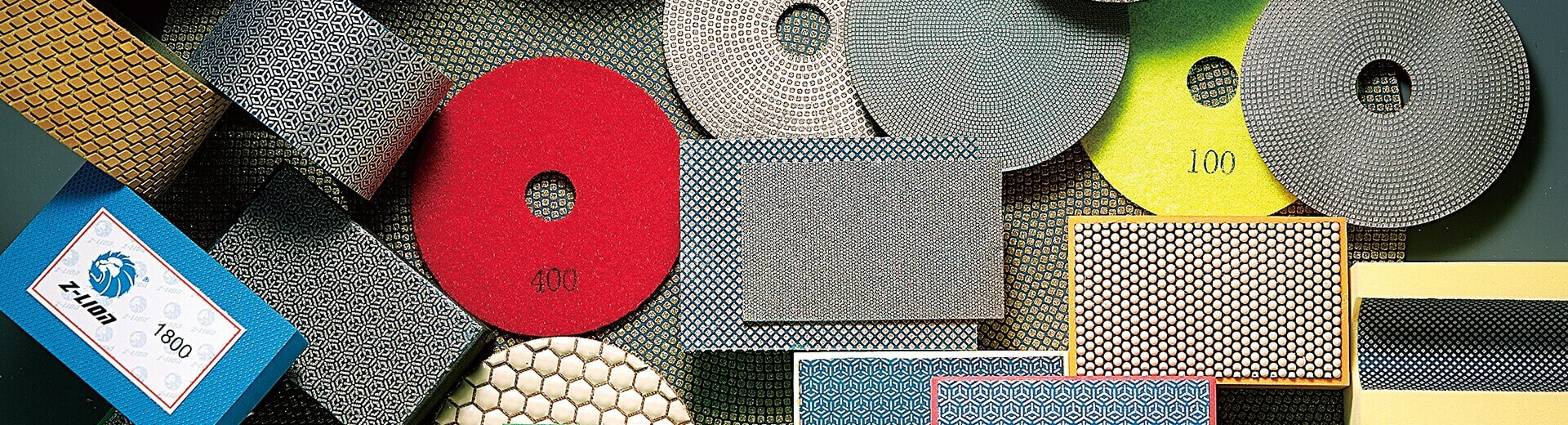
Էլեկտրալյումինապատ ադամանդե հղկող նյութերի կիրառումը
Էլեկտրական ծածկույթով ադամանդե հղկող գործիքներ. ադամանդի բարձր կարծրության պատճառով այն բաժանվում է արհեստական և բնական, որոնց մեջ բնական կարծրությունն ավելի բարձր է, բայց թանկ է իր հազվադեպության պատճառով: Արդյունքում, շուկայում ամենաշատ օգտագործվող սինթետիկ ադամանդե հղկող արտադրանքները մեծամասնություն են կազմում:
Հետևաբար, ադամանդե հղկող գործիքները նույնպես լայնորեն օգտագործվում են: Կան ադամանդե հղկող գործիքների բազմաթիվ տեսակներ և բնութագրեր՝ համաձայն ազգային ստանդարտների, հատկապես հղկող գործիքների չափերի և ձևի: Դրանք որոշվում են ադամանդե հղկող գործիքների օգտագործման համաձայն: Օրինակ, հղկող գլխիկը շատ ցայտուն է ներքին անցքերը հղկելիս: Միևնույն ժամանակ, այն նաև լավ օգնական է սովորական հղկող գործիքների համար, հատկապես, երբ այն օգտագործվում է դժվար հղկվող նյութերի համար:
Քանի որ ադամանդե հղկող գործիքները հիմնականում պատրաստված են ադամանդե հղկող նյութերից, դրանք համակցվում են խեժի, մետաղի, կերամիկայի և այլ կապակցանյութերի հետ։ Այս պահին ադամանդե հղկող գործիքների օգտագործումն ավելի յուրահատուկ է։ Այն անփոխարինելի է ներքին անցքերի և այլ տեղերի հղկման համար, որտեղ հղկող սկավառակները չեն կարող հղկվել։ Այն հիմնականում օգտագործվում է հղկման, փայլեցման և հղկման համար։ Միևնույն ժամանակ, վերը նշված բնութագրերի համաձայն, ադամանդի այն կարելի է բաժանել բարձր և կարծր համաձուլվածքային և ոչ մետաղական նյութերի հղկման՝ կախված նյութից։
Այս առումով, ադամանդե հղկող նյութերի օգտագործումը յուրահատուկ է սովորական հղկող անիվների համեմատ: Այն ունի բարձր կարծրություն, բարձր սեղմման դիմադրություն և լավ մաշվածության դիմադրություն: Հղկման ժամանակ ադամանդե հղկող նյութերը դառնում են կոշտ և փխրուն նյութեր և կարծր նյութեր: Այն ամենահարմար գործիքն է աշխատանքային մասերը հղկելու համար: Այն ոչ միայն ունի բարձր արդյունավետություն և բարձր ճշգրտություն, այլև ունի լավ կոպտություն, հղկող անիվների ցածր սպառում, երկար ծառայության ժամկետ և բարելավված աշխատանքային պայմաններ:
Հետևաբար, ադամանդե հղկող գործիքների օգտագործումը դառնում է ավելի ու ավելի ակնհայտ: Այն լայնորեն կիրառվում է մետաղական և ոչ մետաղական կոշտ և փխրուն նյութերում, որոնք ունեն ցածր երկաթի պարունակություն և դժվար է մշակել սովորական հղկող սկավառակներով, ինչպիսիք են ցեմենտացված կարբիդը, ագատե թանկարժեք քարերը, բարձր ալյումինային պարունակությամբ ճենապակին և օպտիկական ապակին, կիսահաղորդչային նյութերը, քարը և այլն: Հղկող արդյունաբերության մեջ ընտրված հղկող կապակցման հատկությունները նույնը չեն՝ մշակվող տարբեր նյութերի պատճառով:
Դրանցից են էլեկտրոլիզացված հղկող նյութերը։ Դրանք պատրաստվում են ադամանդե կամ CBN հղկող նյութերից, որոնք կարևոր դեր են խաղում դժվար հղկվող նյութերի, բարձր ճշգրտության պահանջներ ունեցող նյութերի և գերկարծր նյութերի հղկման մեջ։ Արտադրության մեթոդներն այժմ ավելի ու ավելի տեխնիկապես մասնագիտացված են։ Էլեկտրալիզացված ադամանդե հղկող նյութերը տարբեր արդյունքներ են տալիս՝ կախված նյութի մակարդակից, ուստի էլեկտրոլիզացված հղկող նյութերի դերը արտադրության մեջ տարբեր մասնիկների չափերի ընտրությունն է՝ ըստ տարբեր կիրառությունների և պահանջների։ Հետևյալը մասնիկների նորմալ չափերն են՝ 80#, 100#, 120#, 150#, 180#, 220#, 320#, 400#,
600#, 800#, 1000#, 1200#, 1500#, 2000# և այլն։
Ո՞րն է մաշվածությանը դիմացկուն, էլեկտրոլիզացված ադամանդե հղկող գործիքը, թե՞ սինթետիկ ադամանդե հղկող գործիքը:
Ընդհանուր առմամբ, էլեկտրոլիզացված ադամանդե հղկող նյութերը այնքան մաշվածության նկատմամբ դիմացկուն չեն, որքան սինթեզվածները, քանի որ էլեկտրոլիզացվածները սովորաբար ունեն հղկող հատիկների միայն մեկ շերտ, մինչդեռ սինթեզվածները կարող են ունենալ բազմաթիվ շերտեր: Այնուամենայնիվ, էլեկտրոլիզացման գործընթացով պատրաստված երկրաբանական հորատման գլխիկը կարող է պատվել ադամանդի բազմաթիվ շերտերով, որն ունի բարձր մաշվածության դիմադրություն: Երկու տեխնիկաներն էլ ունեն իրենց առավելություններն ու կիրառությունները: Փոքր չափերի համար ճշգրիտ հղկման գործիքները պետք է պատրաստվեն էլեկտրոլիզացման գործընթացով: Էլեկտրալիզացված ադամանդե գործընթացը նաև ունի բազմաթիվ առավելություններ՝ ցածր աշխատանքային ջերմաստիճան, պարզ սարքավորումներ, ցածր ներդրումներ, կարող են արտադրվել ճշգրիտ հատուկ ձևավորված արտադրանքներ, հեշտ է վերամշակել և վերականգնել ադամանդը և այլն:
Հրապարակման ժամանակը. Հոկտեմբերի 12-2022